



想要一睹繞筋機【全自動鋼筋籠滾焊機】誠信可靠產品的風采嗎?這個視頻將用直接的方式展示產品的卓越性能,保證讓您大飽眼福。
以下是:繞筋機【全自動鋼筋籠滾焊機】誠信可靠的圖文介紹
建貿機械設備有限公司(畢節分公司)是集 鋼筋直螺紋滾絲機研究、生產、銷售于一體的綜合性企業。我公司資金雄厚,工藝齊全、設備精良、生產設備先進,檢測手段完善,有一套完整的設計、生產、檢驗體系。并擁有一批高素質科技人員。公司的產品有 鋼筋直螺紋滾絲機等,已達30多個系列、1000多個規格。公司在國內設有100多個銷售網點,具有完備的銷售網絡。


河南建貿機械有限公司是一家研發,生產,銷售自動化數控鋼筋加工設備的專業化企業,長葛市建筑機械行業協會會員單位。 主導產品有:數控鋼筋剪切生產線、數控鋼筋調直彎箍一體機、數控鋼筋彎曲中心、鋼筋切斷機、鋼筋彎曲機、鋼筋調直機等。企業始終堅持“以質量求生存、以信譽求發展、以服務求永恒”的經營理念,可靠、服務至上、供貨及時、價格合理,是我們對廣大客戶的承諾。全自動鋼筋籠繞筋機數控通電后的檢查(1)先要檢查數控裝置中各個風扇是否正常運轉,否則會影響到數控裝置的散熱問題。(2)確認各個印刷線路或模塊上的直流電源是否正常,是否在允許的波動范圍之內。(3)CNC裝置的各種參數。包括參數、卷板機PLCC參數、伺服裝置的數字設定等,這些參數應符合隨機所帶的說明書要求。(4)當數控裝置與機床聯機通電時,應在接通電源的同時,作好緊急停止按鈕的,以備出現緊急情況時隨時切斷電源。(5)在手動狀態下,低速進給各個軸,并且注意觀察機床方向和坐標值顯示是否正確。

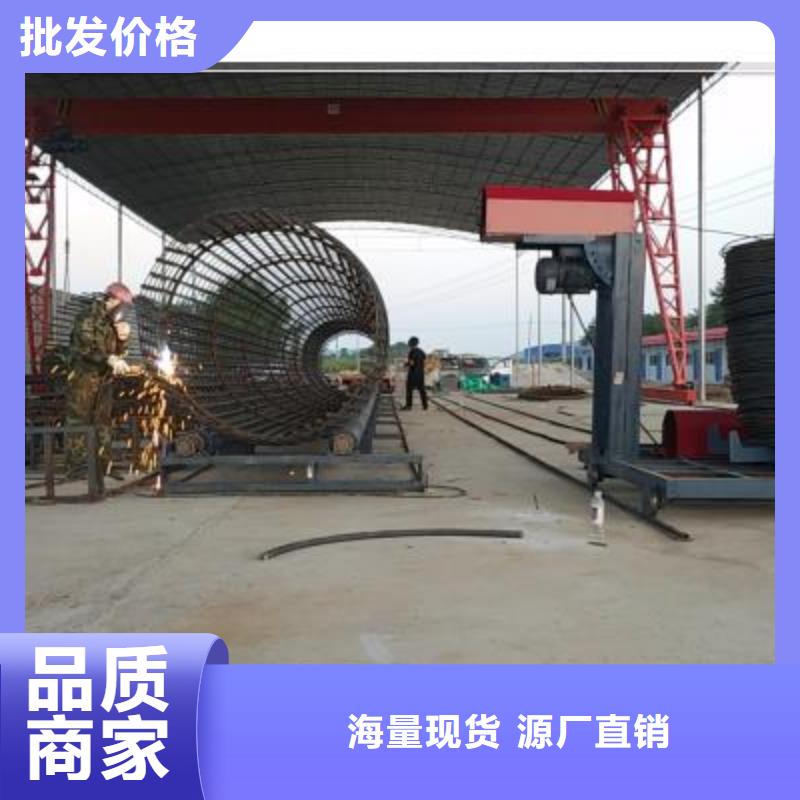
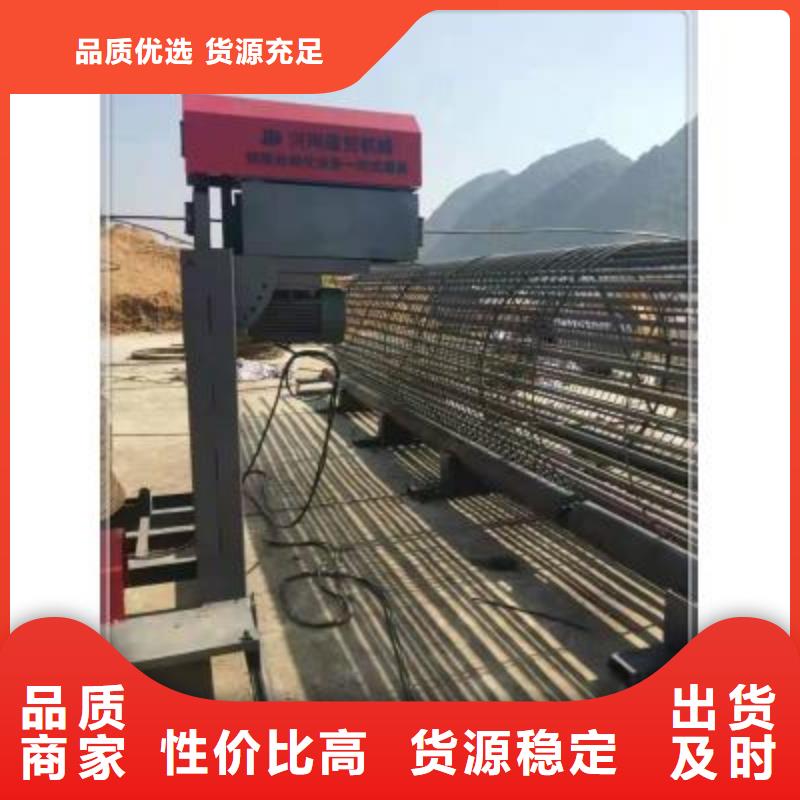
鋼筋籠設備—繞筋機自動纏繞:為保證骨架不變形,吊裝時須用兩點吊吊點設在骨架的下部,第二吊點設在骨架長度的中點到三分點之間。在加強筋內加焊十字支撐,起吊時先提吊點,使骨架稍稍提起,再與第二吊點同時起吊,待骨架離開地面后,吊點停止起吊,繼續第二吊點。起吊要垂直,骨架入孔時應慢慢下放,嚴禁碰撞孔壁。吊繩要采用四根一樣長的,切不可采用兩根對折吊裝鋼筋籠。完工的骨架不下設備,繼續進行繞筋工作。還可在機器上點動鋼筋籠,完成焊接機器上骨架制作;備齊一節鋼筋籠所需箍筋按位置平放兩鐵輥上,將一根主筋抬放于鐵輥長度上方,好起始尺寸,箍筋,主筋靠著箍筋單面施焊,待主筋轉至上方再補焊。


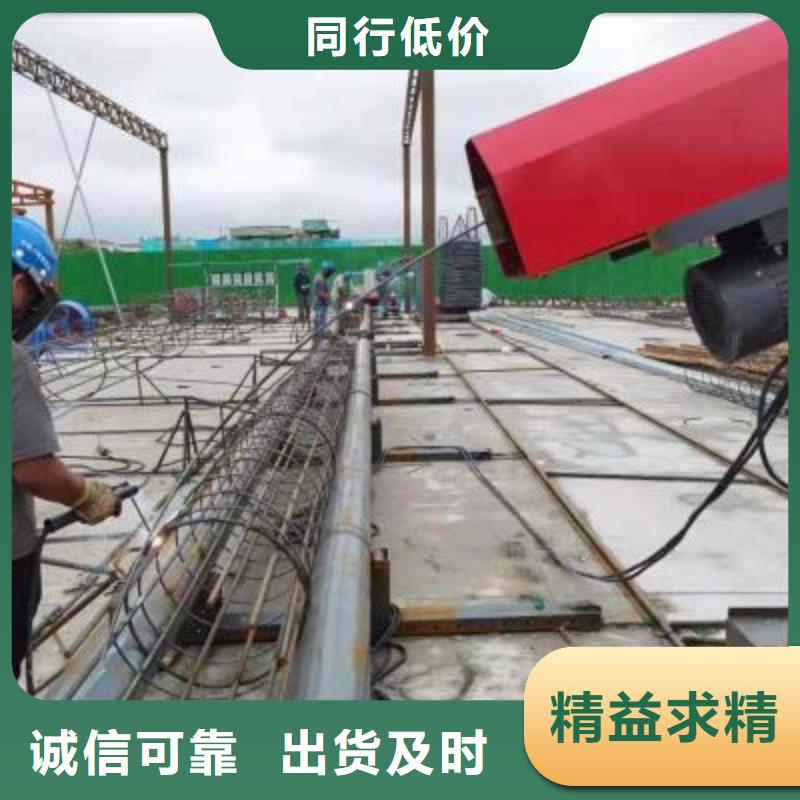
搭接滾焊同點焊一樣,搭接接頭可用一對滾輪或用一個滾輪和一根芯軸電極進行滾焊,接頭的小搭接量與點焊相同。搭接滾焊通常用的雙面滾焊外,還有單面單縫滾焊、單面雙縫滾焊和小直徑圓周滾焊等,當板件寬大或其他原因限制滾盤從兩面接近工件時,可以采用單面滾焊。當在大型零件表面上焊接安裝座等小零件而且有一定氣密性要求時,可采用相互垂直放置的滾盤周緣滾焊。2、壓平滾焊時的搭接量比一般滾焊時要小得多,約為板厚的1~1.5倍,焊接的同時壓平接頭,焊后的接頭厚度為板厚的1.2~1.5倍。通常采用圓柱形面得滾輪,其寬度應全部覆蓋接頭的搭接部分,焊接時要使用較大的焊接壓力和連續的電流。3、為了節省金屬,減輕重量,減小焊接結構的變形,并提高疲勞強度,可采用以箔帶做墊片的對接滾焊。采用的箔帶可以是不銹鋼或鈦合金箔帶,也可以是同類金屬。4、繞筋機銅線電極滾焊是解決鍍層鋼板滾焊時鍍層粘著滾輪的有效方法。焊接時,將圓銅線不斷地送到滾輪與板件之間,銅線呈原狀連續輸送,經過滾輪后又連續繞出且不會污染滾輪。



