



具有屈服現象的金屬材料,試樣在拉伸過程中力不增加(保持恒定)仍能繼續伸長時的應力,稱屈服點。若力發生下降時,則應區分上、下屈服點。屈服點的單位為N/mm2(MPa)。
上屈服點(σsu):試樣發生屈服而力首次下降前的 應力; 下屈服點(σsl):當不計初始瞬時效應時,屈服階段中的小應力。
屈服點的計算公式為:
式中:Fs--試樣拉伸過程中屈服力(恒定),N(牛頓)So--試樣原始橫截面積,mm2。
③斷后伸長率(σ)
在拉伸試驗中,試樣拉斷后其標距所增加的長度與原標距長度的百分比,稱為伸長率。以σ表示,單位為%。計算公式為:σ=(Lh-Lo)/L0*
式中:Lh--試樣拉斷后的標距長度,mm; L0--試樣原始標距長度,mm。
④斷面收縮率(ψ)
在拉伸試驗中,試樣拉斷后其縮徑處橫截面積的 縮減量與原始橫截面積的百分比,稱為斷面收縮率。以ψ表示,單位為%。計算公式如下:
式中:S0--試樣原始橫截面積,mm2; S1--試樣拉斷后縮徑處的少橫截面積,mm2。
⑤硬度指標
金屬材料抵抗硬的物體壓陷表面的能力,稱為硬度。根據試驗方法和適用范圍不同,硬度又可分為布氏硬度、洛氏硬度、維氏硬度、肖氏硬度、顯硬度和高溫硬度等。對于管材一般常用的有布氏、洛氏、維氏硬度三種。
A、布氏硬度(HB)
用一定直徑的鋼球或硬質合金球,以規定的試驗力(F)壓入式樣表面,經規定保持時間后卸除試驗力,測量試樣表面的壓痕直徑(L)。布氏硬度值是以試驗力除以壓痕球形表面積所得的商。以HBS(鋼球)表示,單位為N/mm2(MPa)。
其計算公式為:
式中:F--壓入金屬試樣表面的試驗力,N; D--試驗用鋼球直徑,mm; d--壓痕平均直徑,mm。
測定布氏硬度較準確可靠,但一般HBS只適用于450N/mm2(MPa)以下的金屬材料,對于較硬的鋼或較薄的板材不適用。在鋼管標準中,布氏硬度用途廣,往往以壓痕直徑d來表示該材料的硬度,既直觀,又方便。
舉例:120HBS10/1000/30:表示用直徑10mm鋼球在1000Kgf(9.807KN)試驗力作用下,保持30s(秒)測得的布氏硬度值為120N/ mm2(MPa)。 [1]
質量要求編輯


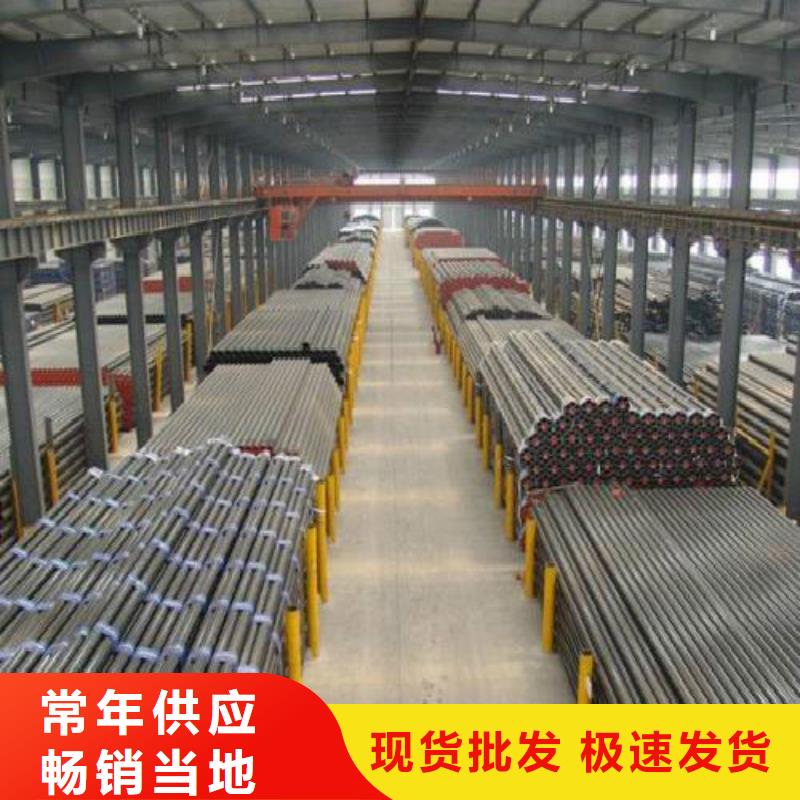
萬弗萊鋼(畢節市分公司)是以 合金管制造,施工服務于一體的科技型供應商,是貴州畢節規模較大 合金管生產基地之一。公司位于大邱莊開發區,地理位置優越,交通運輸十分便捷,公司產業園占地50畝,竭誠為您提供優質的 合金管產品和服務。




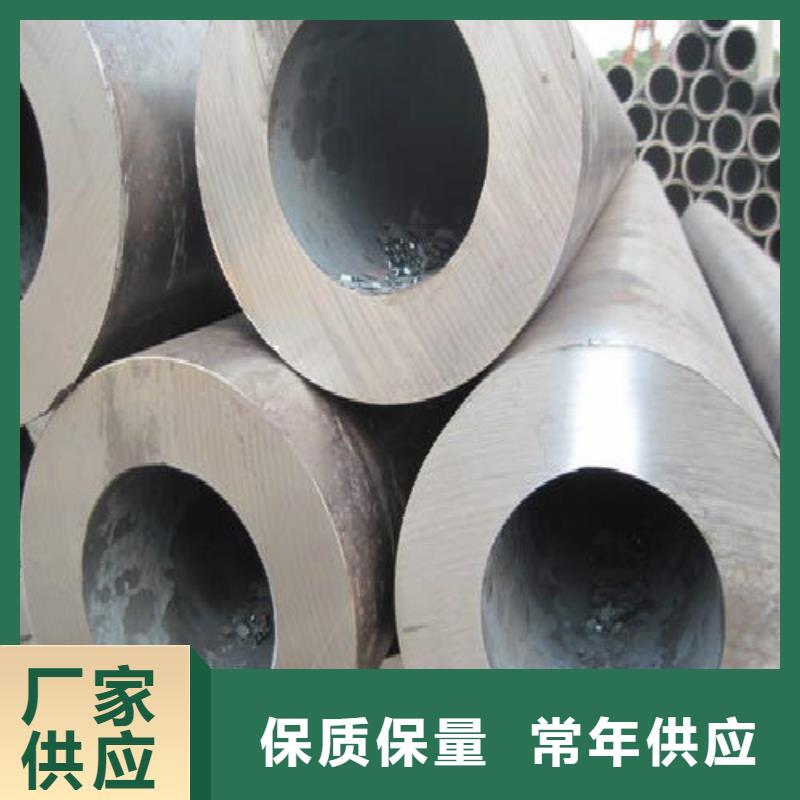
一般用無縫鋼管是用10、20、30、35、45等優質碳結鋼16Mn、5MnV等低合金結構鋼或40Cr、30CrMnSi、45Mn2、40MnB等合結鋼熱軋或冷軋制成的。10、20等低碳鋼制造的無縫管主要用于流體輸送管道。45、40Cr等中碳鋼制成的無縫管用來制造機械零件,如汽車、拖拉機的受力零件。一般用無縫鋼管要保證強度和壓扁試驗。熱軋鋼管以熱軋狀態或熱處理狀態交貨;冷軋以熱處理狀態交貨。
熱軋,顧名思義,軋件的溫度高,因此變形抗力小,可以實現大的變形量。以鋼板的軋制為例,一般連鑄坯厚度在230mm左右,而經過粗軋和精軋,終厚度為1~20mm。同時,由于鋼板的寬厚比小,尺寸精度要求相對低,不容易出現板形問題,以控制凸度為主。對于組織有要求的,一般通過控軋控冷來實現,即控制精軋的開軋溫度、終軋溫度.圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(探傷)→標記→入庫。
力學性能指標編輯
鋼材力學性能是保證鋼材終使用性能(機械性能)的重要指標,它取決于鋼的化學成分和熱處理制度。在鋼管標準中,根據不同的使用要求,規定了拉伸性能(抗拉強度、屈服強度或屈服點、伸長率)以及硬度、韌性指標,還有用戶要求的高、低溫性能等。
①抗拉強度(σb)
試樣在拉伸過程中,在拉斷時所承受的 力(Fb),除以試樣原橫截面積(So)所得的應力(σ),稱為抗拉強度(σb),單位為N/mm2(MPa)。它表示金屬材料在拉力作用下抵抗破壞的 能力。


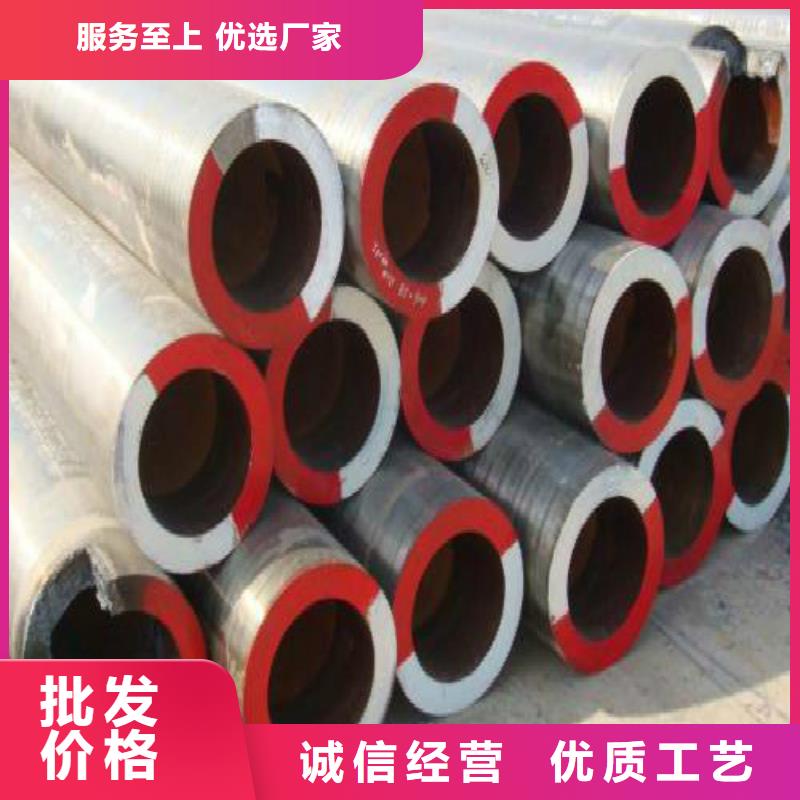
目前,人們已經研究出很多公式來表述奧氏體形成元素的相對重要性,的是下面的公式: 種大口徑合金無縫鋼管的生產工藝 一種大口徑合金無縫鋼管的生產工藝。它包括以下步驟:步驟一,物料準備;步驟二,管坯加熱和斜軋穿孔;步驟三,毛管修整;步驟四,熱擴變形定徑;步驟五,熱處理;步驟六,矯直;步驟七,內磨;步驟八,糾偏;步驟九,外磨;步驟十,探傷檢驗;步驟十一,再精整、終檢和包裝。本發明不但可以在大組距的范圍內生產合金無縫鋼管,而且投資相對較小,產品質量高,生產效率較高,生產成本較低。無縫鋼管的主要生產流程 管坯及坯加熱、管坯的穿孔、鋼管的延伸、鋼管的軋制、鋼管定徑與減徑、鋼管的冷卻和精整 或者可以說是 鋼胚的加熱 穿孔 熱扎 酸洗 冷拔 碳燒 切頭 噴標 包裝 成品。 一種無縫鋼管的制造方法,其特征在于:設置將具有多個軋輥的軋制機座、以互相不同的軋制方向連續配置多臺的芯棒式無縫管軋機,在這樣的制造生產線上對無縫鋼管進行軋制后,在多點上測定軋制后的鋼管圓周方向上的壁厚,根據其測定結果,至少分別控制芯棒式無縫管軋機的終軋制機座上的軋輥各個軸的兩端位置,以便使壁厚不均達到小。 山東領航鋼管有限公司常年銷售成都鋼鐵集團、冶鋼集團、包頭鋼廠、寶鋼集團、鞍鋼集團、天津大無縫、西寧特鋼廠、無錫鋼廠、衡陽鋼廠等各大鋼廠的大小口徑無縫鋼管,高低中壓鍋爐管,合金鋼管,16mn無縫鋼管,焊接鋼管,16mn合金管,化肥專用管,地質管,冷拔鋼管,石油裂化管,精密鋼管,流體管、不銹鋼管等。
5.1、按機構性能供應的國產無縫管,普通碳素鋼按GB/T700-88的甲類鋼制造(但必須保證含硫量不超過0.050%和含磷量不超過0.045%),其機械性能應符合GB8162-87表內所規定的數值。
5.2、按水壓試驗供應的國產無縫管必須保證標準所規定的水壓試驗。
5.3、進口無縫管的物理性能檢驗按合同規定的有關標準進行。
6、化學成分檢驗
6.1、按化學成分和機械性能供應的國產無縫管,如10、15、20、25、30、35、40、45和 50號鋼的化學成分應符合GB/T699-88的規定。進口無縫管按合同規定的有關標準檢驗。09MnV、16Mn、15MnV鋼的化學成分應符合 GB1591-79的規定。
6.2、具體分析方法參照GB223-84《鋼鐵及合金化學分析方法》的有關部分。
6.3、分析偏差參照GB222-84《鋼的化學分析用試樣及成品化學成分允許偏差》。
7、主要進出口情況


