縫鋼管、Q345B方管、方矩管廠家、鍍鋅無(wú)縫管廠家廠家直銷(xiāo)")
縫鋼管、Q345B方管、方矩管廠家、鍍鋅無(wú)縫管廠家品質(zhì)保障")
縫鋼管、Q345B方管、方矩管廠家、鍍鋅無(wú)縫管廠家售后無(wú)憂")

在正常的火焰切割過(guò)程中,切割氧流相對(duì)垂直的割炬來(lái)說(shuō)稍微偏后一個(gè)角度,其對(duì)應(yīng)的偏移叫后拖量。速度過(guò)低時(shí),沒(méi)有后拖量,工件下面割口處的火花束向切 割方向偏移。如提高割炬的運(yùn)行速度,火花束就會(huì)向相反的方向偏移,當(dāng)火花束與切割氧流平行時(shí),就認(rèn)為該切割速度正常。速度過(guò)高時(shí),火花束明顯會(huì)后偏。這些 都是工人師傅從長(zhǎng)期的實(shí)踐中不斷總結(jié)出來(lái)的。在鋼板火焰切割過(guò)程中,割嘴到被切工作表面的高度是決定切口質(zhì)量和切割速度的主要因素之一。不同厚度的鋼板,使用不同參數(shù)的割嘴,應(yīng)調(diào)整相應(yīng)的高度。為保證獲得高質(zhì)量的切口,割嘴到被割工件表面的高度,在整個(gè)切割過(guò)程中必須保持基本一致。 不銹鋼方管,顧名思義,它是種方形體的管型,很多種材質(zhì)的物質(zhì)都可以形成不銹鋼方管體,它介質(zhì)于,干什么用,用在什么地方,大多數(shù)不銹鋼方管以鋼管為多數(shù),經(jīng)過(guò)拆包,平整,卷曲,焊接形成圓管,再由圓管軋制成方形管然后剪切成需要的長(zhǎng)度。一般是50根每包不銹鋼方管在現(xiàn)貨方面以大規(guī)格居多在10*10*0.8-1.5~~500*500*10-25,不銹鋼方管按用途分為結(jié)構(gòu)不銹鋼方管,裝飾不銹鋼方管,建筑不銹鋼方管,機(jī)械不銹鋼方管等。不銹鋼方管,是方形管材的一種稱呼,也就是邊長(zhǎng)相等的的鋼管。是帶鋼經(jīng)過(guò)工藝處理卷制而成。改拔不銹鋼方管:一般是把帶鋼經(jīng)過(guò)拆包,平整,卷曲,焊接形成圓管,再由圓管軋制成方形管然后剪切成需要長(zhǎng)度。 不銹鋼方管的成型方法:實(shí)彎,顧名思義是壓實(shí)了彎折,實(shí)彎時(shí)內(nèi)外輥與管坯內(nèi)外壁雙向壓實(shí)。實(shí)彎的優(yōu)點(diǎn)是反彈小,成型準(zhǔn)確,而且只要輥型準(zhǔn)確,內(nèi)角成型的R比較準(zhǔn)確。實(shí)彎的缺點(diǎn)是有拉伸/減薄效應(yīng)。 ,實(shí)彎會(huì)使彎折處產(chǎn)生拉伸,拉伸效應(yīng)使彎折線縱向的長(zhǎng)度縮短; 第二,實(shí)彎彎折處金屬會(huì)因拉伸而變薄。 不銹鋼方管的成型方法:空彎,空彎是通過(guò)外輥與管坯外壁的單向接觸形成彎矩使帶料彎折,空彎會(huì)使彎折線產(chǎn)生壓縮,壓縮效應(yīng)使彎折線縱向伸長(zhǎng),彎折處金屬出現(xiàn)堆積變厚,這就是空彎的壓縮/增厚效應(yīng)。空彎的優(yōu)點(diǎn)是可以在無(wú)法進(jìn)行實(shí)彎時(shí)進(jìn)行邊長(zhǎng)的彎折,比如方矩管的上邊/側(cè)邊同步彎折和精整。空彎還可以彎折R<0.2t的內(nèi)角而不致管壁發(fā)生斷裂。空彎的缺點(diǎn)是在上邊/側(cè)邊同步空彎時(shí),由于上輥和下輥同時(shí)產(chǎn)生壓力,成型力容易超越臨界點(diǎn),造成邊部失穩(wěn)內(nèi)凹,并且也會(huì)影響到機(jī)組穩(wěn)定運(yùn)行和成型質(zhì)量。這也是方矩管和圓管空彎成型時(shí)不同的特點(diǎn)。
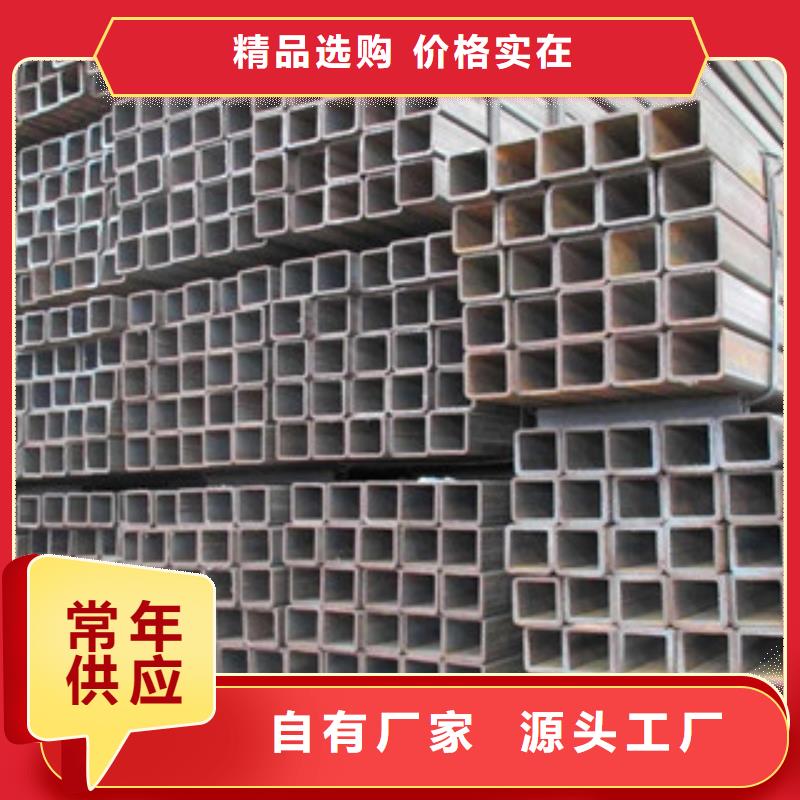
矩形方管-點(diǎn)擊了解更多")
矩形方管-點(diǎn)擊了解更多")
雖起步較晚,但<畢節(jié)>萬(wàn)盛達(dá)鋼鐵有限公司依靠得天獨(dú)厚的地理位置和資源優(yōu)勢(shì),一開(kāi)始就以高科技、新畢節(jié)無(wú)縫方管產(chǎn)品、新技術(shù)主打市場(chǎng),堅(jiān)持以認(rèn)真求實(shí)的態(tài)度對(duì)待所有的客戶,以“誠(chéng)信務(wù)實(shí)、客戶至上”為企業(yè)宗旨,始終堅(jiān)持“以人為本”的管理理念,立志于為客戶提供各類(lèi)優(yōu)質(zhì)畢節(jié)無(wú)縫方管產(chǎn)品和技術(shù)服務(wù)。
矩形方管-點(diǎn)擊了解更多")