

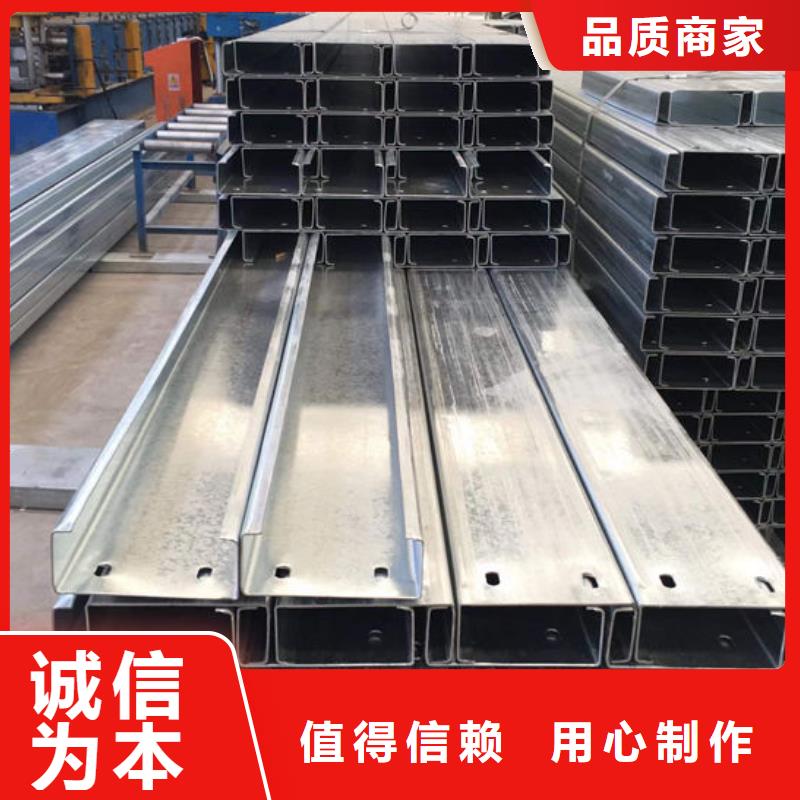





畢節鍍鋅方管有熱畢節鍍鋅方管和電畢節鍍鋅方管兩大類。熱畢節鍍鋅方管有濕法、干法、鉛鋅法、氧化還原法等。不同熱鍍鋅方法的主要區別在鋼管酸浸清洗后,用什么方法活化管體表面鋼材提高鍍鋅質量。現生產中主要采用干法和氧化還原法,其特點見表。電鍍鋅的鋅層表面十分光滑致密、組織均勻;具有良好的力學性能和抗腐蝕能力;鋅耗比熱鍍鋅低60%~75%。電鍍鋅在技術上有一定的復雜性,但對單面鍍層,內外表面鍍層厚度不同的雙面鍍層鋼材,以及薄壁管鍍鋅等皆須采用此法。
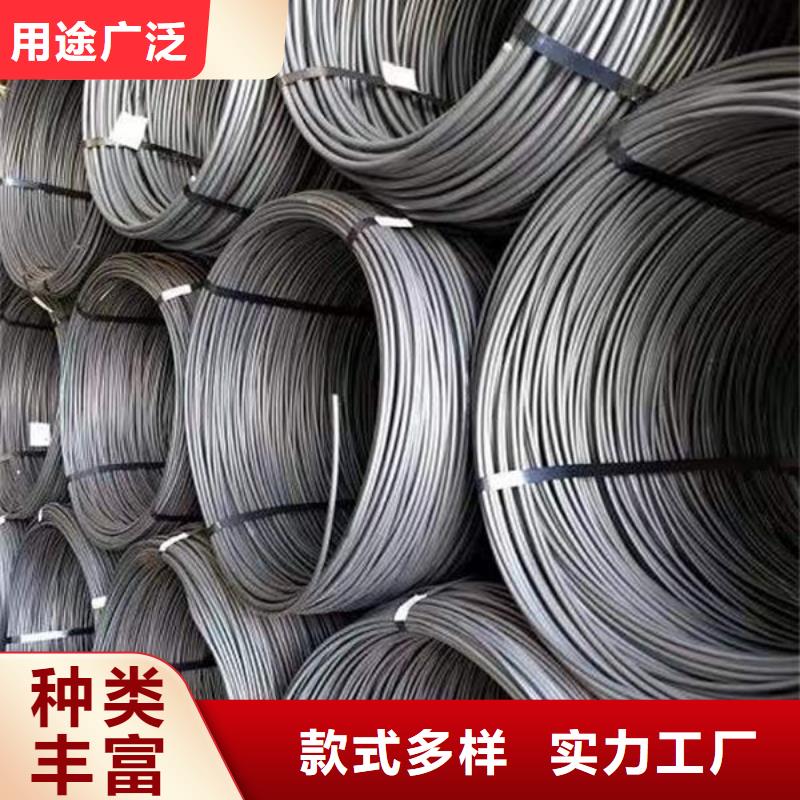
畢節線材軋制新工藝粗軋機組、中軋機組均為短應力線軋機呈平立交替布置每架軋機采用直流電機經組合齒輪箱單獨傳動立式軋機為上傳動。這種軋機剛度大、軋制產品精度高、設備重量輕、換輥(換機架)時間短已成為目前世界上中小型軋機使用較多的一種主導機型。為改善軋件頭尾溫差大,對于奧氏體、高合金工具鋼等難變形鋼類鋼材,軋件頭尾溫差直接影響軋制過程中的變形,同時要實現尺寸精度高,金相組織均勻的要求,為此該軋線的中軋機組前設置電感應加熱爐控制溫度(可補償100℃一200℃),充分減少鋼坯的頭尾溫差。脫頭軋制也就是粗軋機組與中軋機組間不發生連軋關系,采用脫頭軋制技術的典型特殊鋼棒線材(高速工具鋼、奧氏體、馬氏體不銹鋼、易切削鋼)。
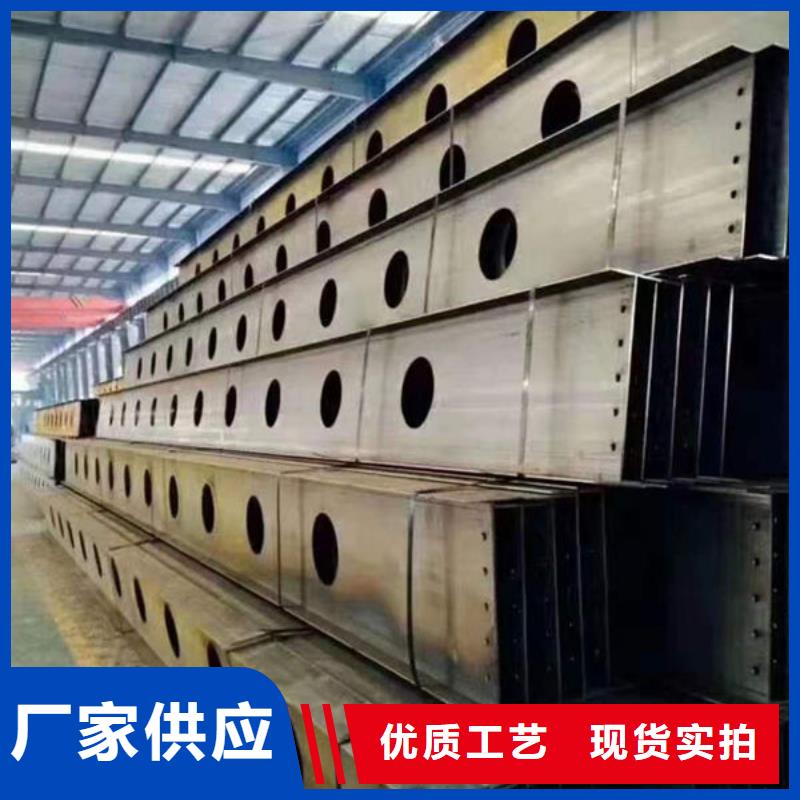
從焊接工藝來看。不管是畢節直縫鋼管還是螺旋管,這兩者的焊接方式都是相同的。但是在實際的焊接過程當中,直縫焊管往往會出現大量的T形焊縫,在這樣的焊縫的地方,往往會有一些殘余應力,雖然這對使用沒有太大影響,但是也正是因為這些殘余應力加大了畢節直縫鋼管出現裂縫的可能性。從根本上來說,畢節螺旋鋼管或者畢節直縫鋼管都是焊接鋼管的一種,因為兩者的優越性能,這兩種鋼材廣泛的應用在各項工程當中,當然因為兩者生產工藝不同,在實際的使用過程當中還是有很大的區別的,直接導致了兩種鋼管的使用范圍有了很大的不同。相對于畢節螺旋鋼管來說,畢節直縫鋼管的制作工藝要簡單很多,畢節直縫鋼管的生產工藝主要分為兩種,一種是高頻焊接畢節直縫鋼管,還有一種是埋弧焊畢節直縫鋼管。正是因為畢節直縫鋼管的生產工藝簡單的這些特性,所以畢節直縫鋼管的生產效率很高,成本較低,而且發展的速度也是十分迅速。
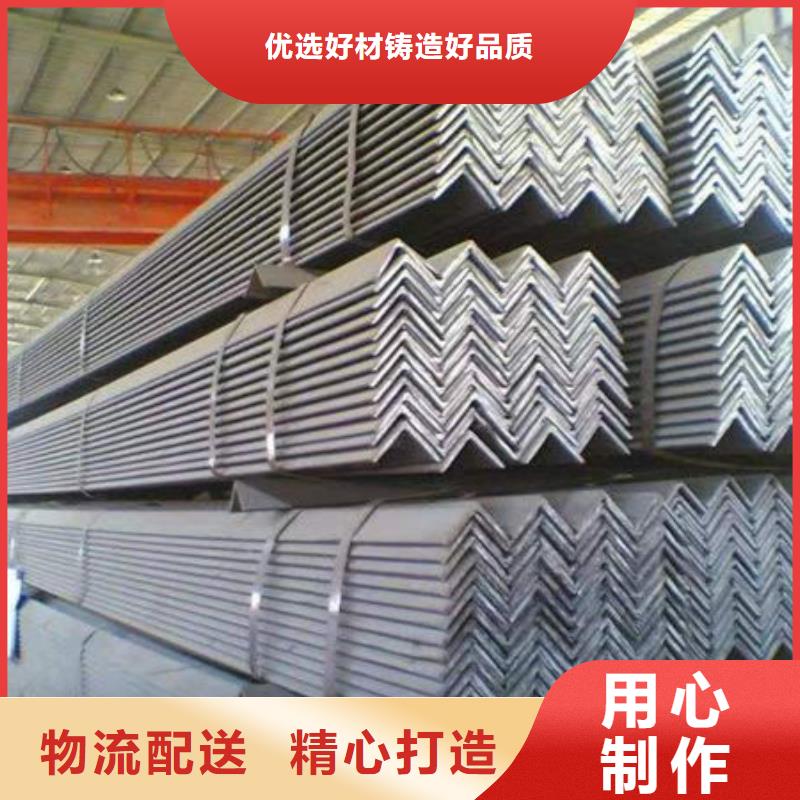
畢節角鋼的規格用邊長和邊厚的尺寸表示。目前國產畢節角鋼規格為2—20號,以邊長的厘米數為號數,同一號畢節角鋼常有2—7種不同的邊厚。進口畢節角鋼標明兩邊的實際尺寸及邊厚并注明相關標準。一般邊長12.5cm以上的為大型畢節角鋼,12.5cm—5cm之間的為中型畢節角鋼,邊長5cm以下的為小型畢節角鋼。進出口畢節角鋼的定貨一般以使用中所要求的規格為主,其鋼材為相應的碳結鋼鋼號。也是畢節角鋼除了規格號之外,沒有特定的成分和性能系列。畢節角鋼的交貨長度分為定尺、倍尺兩種,國產畢節角鋼的定尺選擇范圍根據規格號的不同有3—9m、4—12m、4—19m、6—19m四個范圍。日本產畢節角鋼的長度選擇范圍為6—15m。不等邊畢節角鋼的截面高度按不等邊畢節角鋼的長邊寬來計算。指斷面為角形且兩邊長不相等的鋼材。是畢節角鋼中的一種。其邊長由25mm×16mm~200mm×l25mm。由熱軋軋機軋制而成。