






打孔波紋管,已經成為土木工程建設中排水的主要產品,畢節打孔波紋管還被廣泛應用于高速公路,市政工程及運動場等地,來看看這種埋在地下的波紋管是怎么制造出來的。
打孔波紋管采用的是擠出一次成型工藝,而原料是由一些高密度的聚乙烯(HDPE)塑料制成,這種材料耐腐蝕性能強,使用壽命非常長,在生產過程中先把準備好的聚乙烯塑料和一些添加劑放在一起,送入機器中讓其充分攪拌混合。攪拌混合后的原料被送入到擠出機中,高溫加熱到230攝氏度,使得塑料顆粒被熔化后擠出粘稠的液體,被看從機器中擠出來的這一坨坨的很難看,就是用它們制造出那些帶波紋漂亮的管子。
波紋管的成型模具是由上百對左右分開的模塊組成,畢節打孔波紋管通過每對模塊循環的閉合和打開就可以不斷的制造出波紋管。
擠出機頭伸入到模腔中,隨著每組模具的閉合就形成了波紋管的成型腔,擠出機把熔化的聚乙烯塑料注入到模具中,溶液會迅速填充到紋路中,隨著模具向前移動模具中的冷卻系統會讓波紋管硬化成型,每對模具會自動打開脫模,模具向前移動繼續循環成型波紋管。
通過幾個帶齒的轉盤旋轉,在波紋管的四周凹槽處打孔,一般都會打方孔這樣能增加排水面積。
波紋管表面用一層濾布包裹并熱壓粘緊,這樣可以防止排水溝上的孔洞被堵塞。
將水管按一定長度切斷并纏繞在卷軸上,并用繩子固定,再用塑料薄膜纏繞就可以直接出廠了。
每一個產品都要進行抽樣測試,通過壓縮強度測試可以確保管道在承重時不會發生彎曲。
HDPE雙壁波紋管具有優異的化學穩定性、耐老化及耐環境應力開裂的功能。由其為原資料出產出來的HDPE雙壁波紋管屬于柔性管。其要功能如下:抗外壓能力強外壁呈環形波紋狀結構,大大增強了管材的環剛度。從而增強了管道對土壤負荷的抵抗力,在這個功能方面,HDPE雙壁波紋管與其他管材比較較具有顯著的優勢。工程造價低在等負荷的條件下,畢節打孔波紋管HDPE雙壁波紋管只需要較薄的管壁就可以滿足要求。因而。
打孔波紋管
與同材質規格的實壁管比較,能節省一半左右的原資料,所以HDPE雙壁波紋管造價也較低。畢節打孔波紋管這是該管材的又一個很杰出的特點。施工方便由于HDPE雙壁波紋管重量輕,轉移和連接都很方便,所以施工快捷、保護作業簡單。
在工期緊和施工條件差的狀況況下,其優勢更加顯著。阻系數小,流量大選用HDPE為資料的HDPE雙壁波紋管比相口徑的其他管材可通過更大的流量。換言之,相同的流量要求下,可選用口徑相對較小的HDPE雙壁波紋管。
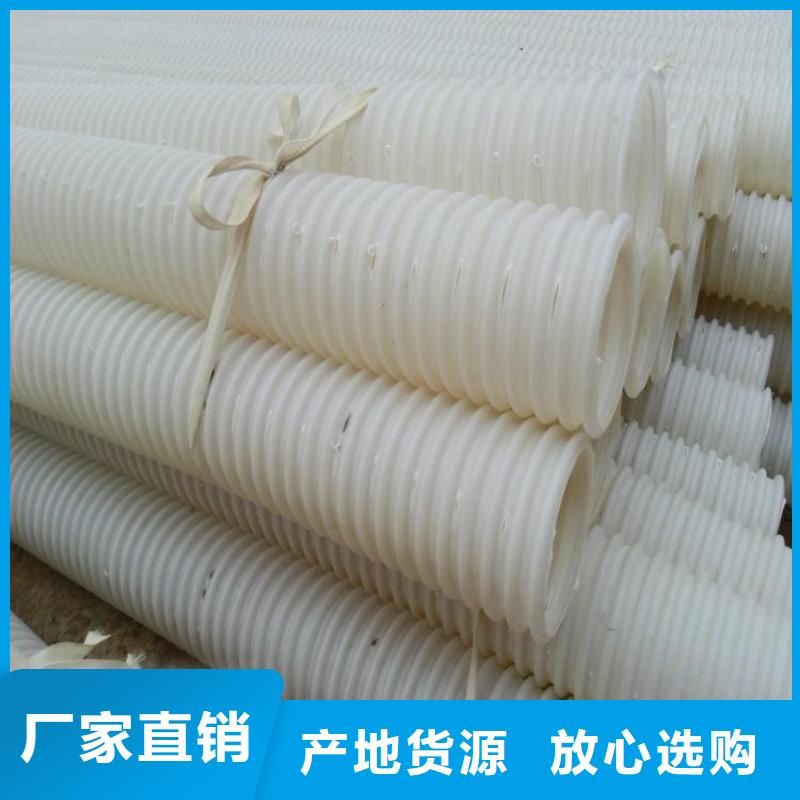
HDPE打孔波紋管HDPE打孔波紋管是在波紋管凹槽處打孔,畢節打孔波紋管管外四周包覆針刺土工而成。根據波紋管內部結構可分為單壁透水波紋管和雙壁透水波紋管。由于HDPE打孔波紋管產品的管孔在波谷中且為長條形,有效的克服了平壁管打孔產品易被堵塞而影響排水效果的弊端
HDPE打孔波紋管
HDPE打孔波紋管是在波紋管凹槽處打孔,管外四周包覆針刺土工而成。根據波紋管內部結構可分為單壁透水波紋管和雙壁透水波紋管。由于HDPE打孔波紋管產品的管孔在波谷中且為長條形,有效的克服了平壁管打孔產品易被堵塞而影響排水效果的弊端,針對不同的排水需求,管孔的大小可為10mm x 1mm - 30mm x 3mm,并且可以在360度、270度、180度、90度等范圍內均勻分布。畢節打孔波紋管HDPE打孔波紋管廣泛用于公路、鐵路路基、地鐵工程、廢棄物填埋場、隧道、綠化帶、運動場及含水量偏高引起的邊坡防護等排水領域以及農業、園藝之下灌溉、排水系統。HDPE打孔波紋管與軟式透水管、塑料盲溝已成為我國土木工程建設 滲水、排水)中三大主要產品。
打孔波紋管聚乙烯本身不吸收水分。畢節打孔波紋管一般來說,新鮮原料的含水率只有百萬分之一,但在長距離輸送和儲存聚乙烯管道的過程中,原料表面容易吸收少量水分,黑色原料會更嚴重。表面會有一層水,甚至滴水。因此,原材料進廠后,對原材料中微量水分的分析非常重要,不僅對原材料質量的檢測,而且對工藝的確定都有重要意義。相應的干燥。如果含水量較低,則可以使用來自運輸距離較近的 和韓國的原料,畢節打孔波紋管而無需干燥。但當使用黑色原料或不同批號時,必須在使用前烘干,以避免擠壓造成的波動和負荷。波動導致管壁厚度波動。
原料干燥設備有熱風干燥和除濕兩種。
畢節打孔波紋管 熱風干燥機的原理是利用熱風除去PE管原料中的水分。溫度范圍為80-1000℃,干燥時間大多為40-60分鐘。熱風烘干機是一種開放式系統,只能除去原料表面的水分。
干燥劑干燥器的原理是用分子篩代替熱空氣中的水分,然后用干燥空氣除去原料中的水分。該方法可使原料水分降低0.1%以下,干燥溫度為80℃,干燥時間一般為2~3小時。穩定干燥器的輸出能將干燥空氣的露點降低到-30℃以下;如果原材料的含水量高于0.08%,則必須使用熱風干燥器進行前一次干燥。
對于管道需求方來說,聚乙烯管道生產企業干燥設備的安裝水平是決定其能否生產出質量穩定的管道的重要因素。
