









k9球墨鑄鐵管公稱直徑公稱直徑dn是球墨管體系的管道配件的巨細與數字表明在差異與螺紋或外徑的那些有些。公稱直徑是作為參閱的圓度后的數量、巨細和處置不完全等效數值。名義上的壓力名義上的壓力是一個表達的pn數字標簽代碼與壓力有關的圓度的是為方便參閱號碼。一樣的公稱壓力pn表明一樣公稱直徑。及”一切的管道配件必須習慣端銜接類型一樣的銜接的巨細。在中國觸及公稱壓力為了明確意圖一般給出丈量單位。在英國美國和其他雖然當前已經建立了一個文件在有關規范球墨鑄鐵管在公稱壓力的概念但實際使用英制單位依然用于設備。自從公稱壓力和壓力-溫度不一樣的規范所以沒有嚴厲的對應關系兩個。中國規范規范gb/t9124-2000(:“鋼管法蘭工藝條件的參閱ansi/asmedin2401——1977年在德國和美國在16.5b-1992規范壓力溫度等級的準則和辦法使用法蘭資料中國常用參照國際規范iso/dis7005-1-1992分別為兩個公稱壓力系列(pn0.254.0mpapn2.042.0mpa的壓力-溫度額定值法蘭。規范規則的13種法蘭資料12歲以下等級的公稱壓力工作溫度為20-530℃答應工作壓力
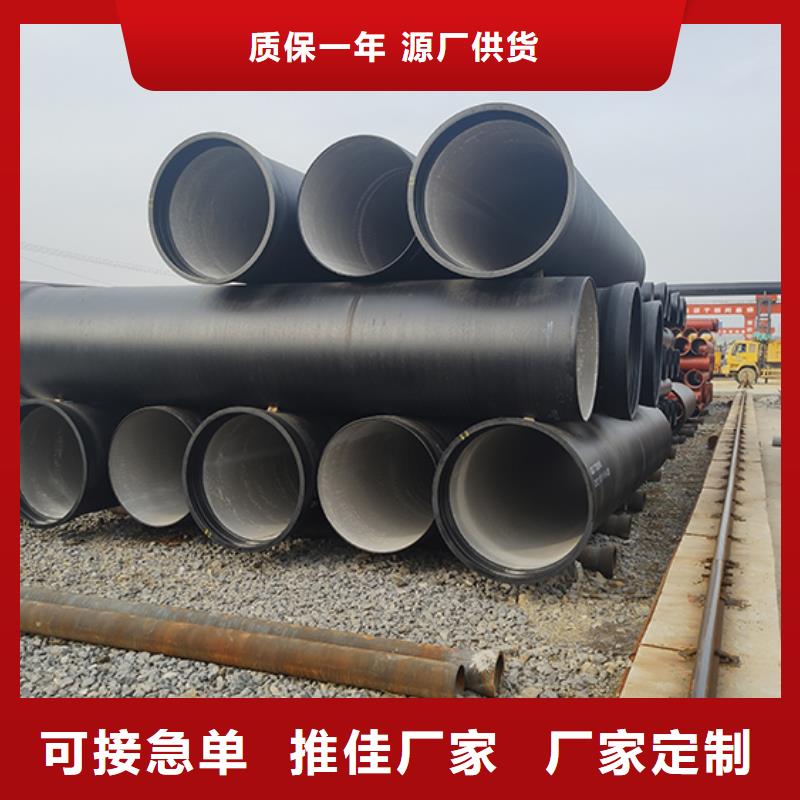
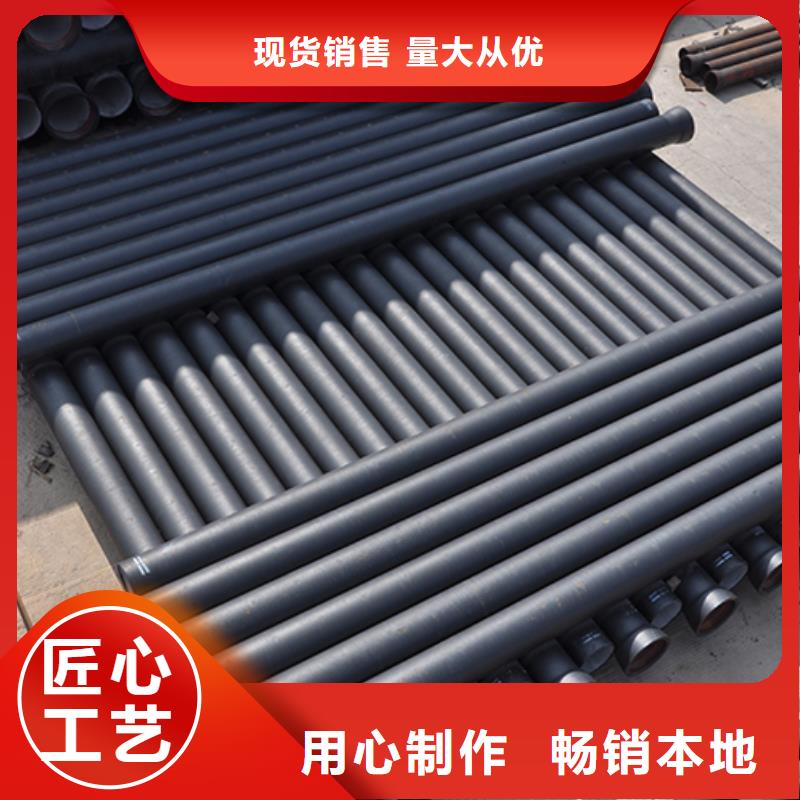
K9球墨鑄鐵管嚴格按照GB/T13295-2013標準以及ISO2531國際標準鑄造,公司擁有先進的鑄造設備及專業的技術人員經過離心成型,退火,噴鋅及精整包裝等整條生產線居國內領先水平。自有318m3高爐日產優質鐵水700噸,采用高爐—電爐雙聯短流程連鑄工藝。精制低磷低硫的鐵水,并確保鐵水的碳,磷和硫等元素的含量符合要求。中頻電爐在調質過程中通過先進的分析和完善的工藝控制,保證鐵水成分穩定。球墨鑄鐵管具有鋼管的強度與所需的伸長率,但耐腐蝕性能是鋼管的兩倍以上。柔性接口可以有效地起到防振效果。
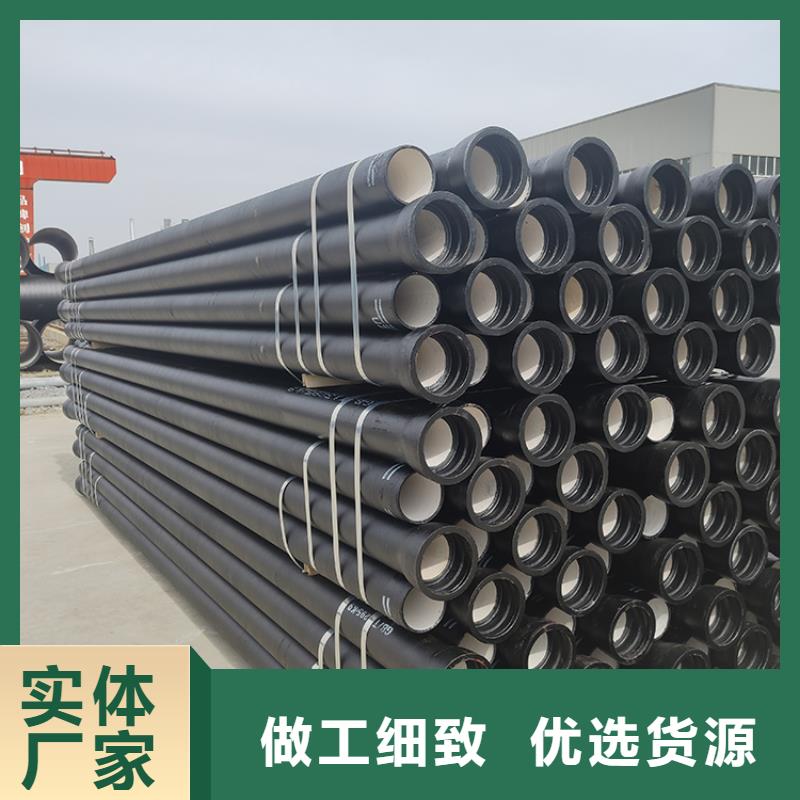
球墨鑄鐵管 常用的測量方式方法這個需要找到合適的工具米尺卡尺來量球墨管及管件和一些管道配件的外徑內徑長度和壁厚進行一一來測量.球墨管外徑是需要圍著管子的外圍上環繞測量量管子的內徑時要用到卡尺工具管子的長度用到直尺或卷尺來測量球墨鑄鐵管壁厚可以直接測量也可能用合適的工具間接測量一般行內人士會憑著工作經驗目測出管子的規格尺寸.流體無縫鋼管具有中空截面,大量用作輸送流體的管道,如輸送石油、天然氣、 、水及某些固體物料的管道等。鑄鐵管的分為哪些種類?1、排水鑄鐵管普通排水鑄鐵承插管及管件。柔性抗震接口排水鑄鐵直管,此類鑄鐵管采用橡膠圈密封、螺栓緊固,在內水壓下具有良好的撓曲性、伸縮性。能適應較大的軸向位移和橫向由撓變形,適用于高層建筑室內排水管,對地震區尤為合適。從接口形式看可分為:W型柔性鑄鐵排水管,B型柔性鑄鐵排水管,A型柔性鑄鐵排水管。2、砂型離心鑄鐵直管砂型離心鑄鐵直管之材質為灰口鑄鐵,適用于水及 等壓力流體的輸送。3、連續鑄鐵直管連續鑄鐵直管即連續鑄造的灰口鑄鐵管,適用于水及 等壓力流體的輸送。4、給水鑄鐵管:給水鑄鐵管使用18號以上的鑄造鐵水經添加球化劑后,經過離心球墨鑄鐵機高速離心鑄造成的管道,球墨鑄鐵管具有鐵的本質、鋼的性能,防腐性能優異、延展性能好,密封效果好,安裝簡易、主要用于市政、工礦企業給水、輸氣輸油等。是供水管材的 ,具有很高的性價比。球墨鑄鐵管已逐漸取代了法蘭和焊接的兩種傳統管道連接方式。不但技術上更顯成熟, 市場也普遍認可,而且得到了 法規政策的積極引導。 溝槽管件連接技術的應用,使復雜的管道連接工序變得簡單、快捷、方便。球墨鑄鐵管球墨鑄鐵管使管道連接技術向前邁了一大步。
以彎頭為倒,若做長半徑彎頭,如鋼管,要先選定規格,提出管料。擴徑率,通過理論計算,一般擴徑率在33%-35%之間,倒推回去。短半徑219mm的一般的擴徑率為50%。選好原料后,按彎頭規格下料,再考慮曲率半徑 比如,90°的彎頭,通過其曲率可以算出下多長料可加工出90°的彎頭。通過理論計算可算出,然后以該長度為定尺進行切斷。 把料進行熱推制。推制機大家可能都看過,實際很簡單。它是一個牛角狀芯頭或芯棒,芯棒由細變粗,推制過程是一個擴徑帶彎曲的過程。后邊有支撐,把下料管段穿入芯棒,后邊有一牌坊架將芯棒固定。中間有一小車,小車有的通過液壓傳動,有的通過機械傳動即絲杠傳動,然后往前推小車。小車推著管子順著芯棒往前走,芯棒外有一個感應圈,把管子加熱,加熱好,然后小車把管子推下,就加工好一個。推好后,彎頭要就此熱狀態下進行整形。因為有的彎頭處理不當后,就會扭曲,這是不允許的。另外,推頭后一般都是前端外徑大,要通過整形模進行整形。整形模實際上是一個壓力機,要有一套模具,兩個半圓弧,上下各一個。整形后的外徑就達到了成品的尺寸要求了。壁厚就以來料的壁厚進行控制。彎頭和管子的壁厚公差都是相同的,均為±12.5%。在推制過程中,正常情況下壁厚不應當發生變化,但如果因為工具原因,有的地方會發生減壁現象,所以一般提料時,壁厚要加一些余量,如彎頭是8.18mm的壁厚,一般都提8.5mm左右的管子,防止在推制時由于局部減厚而超差。整好形后,彎頭的外徑、壁厚尺寸都達到了要求。下面就進行精整工序,經過噴丸處理,把彎頭內外表面的氧化鐵皮去除,把兩端進行坡口處理以便于焊接。再經過檢查、打鋼字、噴涂漆、包裝等工序后,就可以出廠了。以上是24″以下以無縫鋼管作為原料的彎頭生產方法,超過24″以后即600mm以上的, 彎頭在2.032米~2.80米之間,是用鋼板做的。把鋼板按要求裁成料后,像uoe成型,也是通過沖模沖壓沖成圓形。有兩半然后再拼合、焊接。由于焊縫的存在,所以要進行無損探傷。由于有焊接應力的存在,所以還要進行熱處理。焊接彎頭多了兩道工序:一是探傷,一是熱處理。其他程序相同。
球墨鑄鐵管
