



別再錯過任何細節!花費一分鐘觀看鋼板卷管誠信經營質量保證產品視頻,讓您的購買決策更加明智。
以下是:鋼板卷管誠信經營質量保證的圖文介紹


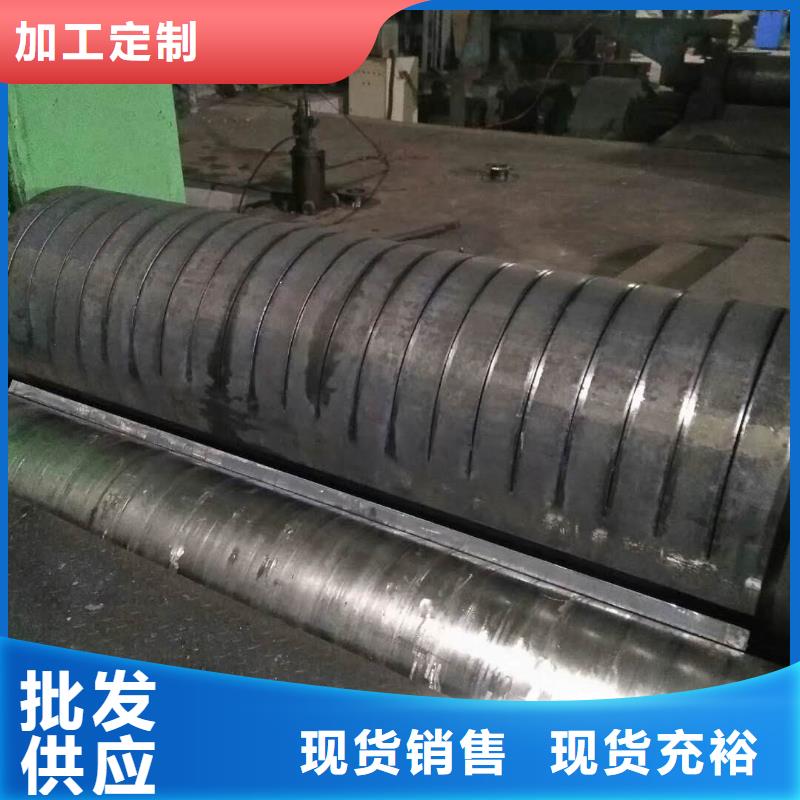
首先是將鋼板卷管由上游輥道進入矯直機入口輥道。當卷管頭部被入口輥道中間位置傳感元件感應到時,輥道減速。 其次是當卷管頭部被入口輥道末端位置傳感元件感應到時,入口輥道段下落,入口快開缸閉合延時開始計時。管頭進入入口矯直輥中間位置時,入口快開缸閉合,卷管被咬入,同時入口第二段輥道下落。 其次是通過快開缸延時的設定,管頭進入中間輥和出口輥中間位置時,中間輥、出口輥快開缸相繼閉合,卷管進入矯直過程。 其次是當管尾離開入口輥道中間位置傳感元件時,入口輥道 段上升。當管尾離開入口輥道末端位置傳感元件時,入口輥道第二段上升,同時通過快開缸延時的設定,管尾到達入口輥、中間輥和出口輥中間位置時,入口輥、中間輥、出口輥快開缸相繼打開。



山特金屬制品(保定市分公司)常年庫存 冷撥圓鋼充足,憑借雄厚的實力,豐富齊全的 冷撥圓鋼規格品種,完善的質量保證,合理的價格,優質的服務,不斷地受到新老用戶及業內人士的肯定和信任,我們本著及用戶之所及,想用戶之所想的服務宗旨不斷地拼搏,進取,在此對多年來支持我們的各行各業的新老朋友表示由衷的感謝,愿我們今后的合作更加愉快!



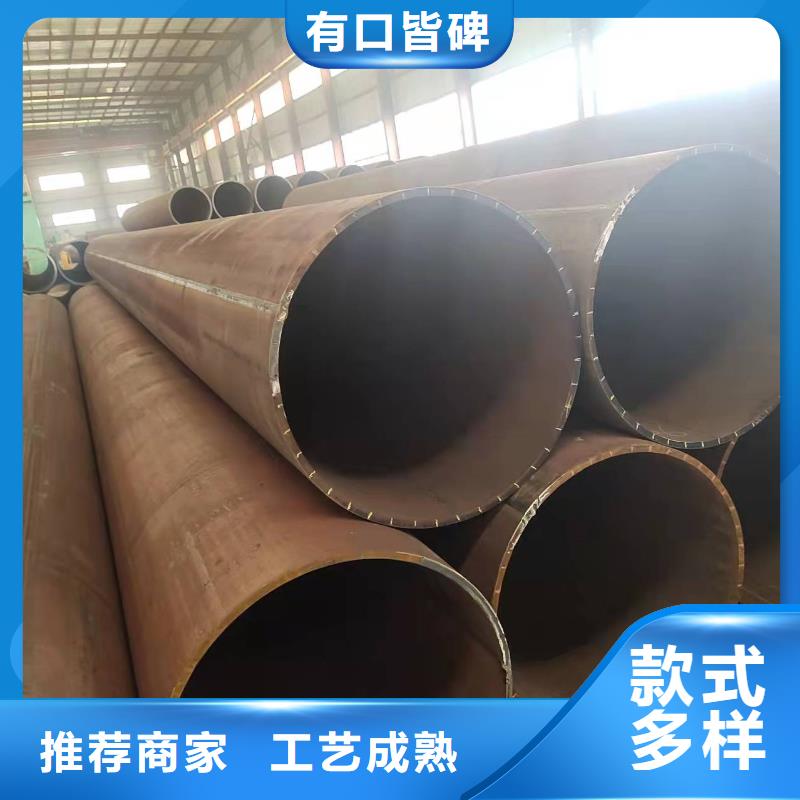
鋼板卷管在生產過程中由于受到滾壓、拉伸和焊接時的高溫影響,材料的組織、機械性能都會發生變化,嚴重的影響管材的品質,這些變化主要有:冷作硬化現象,即晶體中一列或若于列原子發生有規律的錯排,晶格發生畸變,形成一個應力集中區,這種現象也稱位錯。因為高溫和冷卻不勻產生焊接應力和在原有單一奧氏體組織中產生鐵素體,出現碳化物等不均勻組織,為提高生產效率,確保卷管表面光亮,殘余應力,獲得單一的奧氏體組織,生產高品質卷管,必須實施在線光亮固溶處理方法。



大多數情況下,在成型之後,以提高焊接管形質量。也就是說,擴徑工藝成為了大口徑直縫卷管生產中確保成品管質量的道重要工序。由于拉伸試驗不便于測試,并且由硬度換算到強度很方便,因此人們越來越多地只測試材料硬度而較少測試其強度。特別是由于硬度計技術的不斷進步和推陳出新,如卷管,直縫焊管板和直縫焊管帶等,現在都已經可能直接測試硬度了。所以,卷管機認為存在個硬度試驗逐漸代替拉伸試驗的趨勢。在拋光過程中陰極鉛板表面會沉枳出層厚厚的鐵,鎳等雜質,影響鋼板卷管陰極表面導電,導致電流下降,使拋光表面的陰去,嚴重影響拋光質量。因此,要及時將陰極板上的沉積物除去,有時形成硬質厚膜;,要敲打才能除下,后沖洗干凈,以保為什么卷管同管段中有兩個縱向焊縫?知識y在厚壁卷管清洗和預熱過程中,首先是在噴(拋)射處理前,采用清洗的除去厚壁卷管表面的油脂和積垢采用加熱爐對管躰預熱至,使厚壁卷管表面保持干燥狀態。在噴(拋)射處理時,由于厚壁卷管表面不含油脂等污垢,可增強除銹的效果,干燥的厚壁卷管表面也有利于鋼丸,鋼砂與銹和氧化皮的分離,使除銹后的厚壁卷管表面更加潔凈。

