



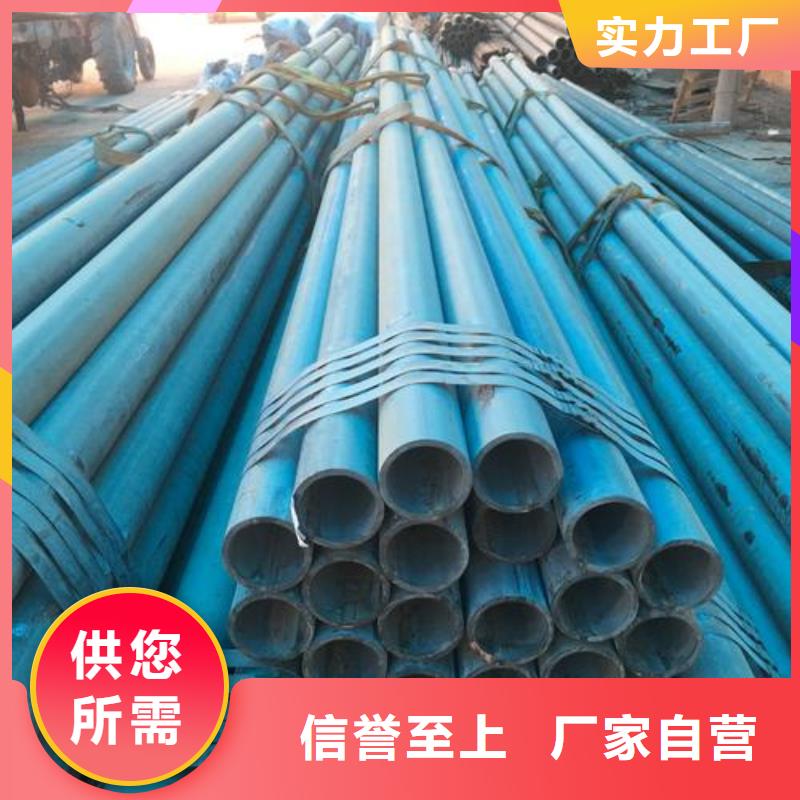



酸洗鈍化無縫鋼管的方法有2種硫酸:稀釋至20左右的濃度,加熱到6065度,一般洗20-30分鐘; 鹽酸:同樣稀釋至20左右的濃度,直接室溫酸洗,一般洗20-30分鐘;酸洗后(以去除氧化皮為準(zhǔn)),要立刻用水沖刷,立刻中和處理,防銹的話,還要進(jìn)行鈍化處理。鈍化無縫鋼管管步驟:清洗技術(shù),通過化工部的技術(shù)鑒定,緩蝕劑及產(chǎn)業(yè)清洗(二級)等級評定,從采樣,分析,施工方案制定,清洗劑的配制,緩蝕率檢測以及終形成了一套科學(xué)治理方法,具有污垢徹底,清洗速度快,緩蝕率高,操縱簡便,機(jī)能不亂可靠和用度低廉等特點,合用于各類大型裝置(包括引進(jìn)裝置)及其他設(shè)備的系統(tǒng)清洗及防腐。品牌鈍化無縫鋼管管現(xiàn)貨 質(zhì)量靠譜。
酸洗鈍化無縫鋼管酸洗到什么程度算合格一般無縫鋼管(碳鋼)的酸洗方法有2種,如下:1.硫酸:稀釋至20%左右的濃度,加熱到60—65度,一般洗20-30分鐘;2.鹽酸:同樣稀釋至20%左右的濃度,直接室溫酸洗,一般洗20-30分鐘;酸洗后(以去除氧化皮為準(zhǔn)),要立即用水沖洗,立即中和處理,防銹的話,還要進(jìn)行鈍化處理。但從鋼產(chǎn)量看,進(jìn)入5月份以來,從全國范圍來看,由于已經(jīng)出了限產(chǎn)季,鋼產(chǎn)量總體保持超高水平,280萬噸的這個日均產(chǎn)量已屬正常,而對于鋼廠的生產(chǎn)限制力度卻不及預(yù)期。從庫存看,進(jìn)入今年4月中旬后,與去年同期相比,消化速度在減慢,庫存的下降速度只有之前下降速度的一半左右。
鈍化無縫鋼管銹垢等附著物的性質(zhì)和使用要求等的不同,而有不同的清洗配方和工藝條件。但其工藝程序和清洗原理一般是相同的,殘液檢驗:用酚酞試紙檢查不銹鋼表面殘液的沖凈程度,PH值中性為合格。藍(lán)點試驗:藍(lán)點試驗法的基本原理為,若表面鈍化膜不完整或有鐵離子污染.就會有游離的鐵離子存在,鐵溶液遇到鐵離子即反應(yīng)生成藍(lán)色沉淀,反應(yīng)式如下 用100mL燒杯將10g鐵溶于50mI蒸餾水中,溶解后加入30mI濃硝酸,酸洗鈍化鋼管-酸洗磷化無縫管-酸洗鈍化無縫鋼管-酸洗鈍化無縫鋼管廠-酸洗鈍化鋼管-酸洗磷化無縫管-酸洗鈍化無縫鋼管-酸洗鈍化無縫鋼管廠-山東聊城格瑞管業(yè)有限公司即由水沖洗去除泥砂,灰塵;堿洗去除油脂和堿溶物;水沖洗置換;酸洗去除氧化鱗皮和銹垢;水沖洗置換和漂洗;鈍化保護(hù);過程的殘液處理等7個部分組成。上述程序中,酸洗鈍化無縫管加工工藝堿洗,鈍化無縫鋼管飛濺物清理干凈,鈍化無縫鋼管鈍化是三個主要環(huán)節(jié),而酸洗是整個清洗作業(yè)的核心。水沖洗等作為主要環(huán)節(jié)的過渡措施和殘液處理也是十分重要和必不可少。其中堿洗,酸洗,鈍化三個主要環(huán)節(jié)的為關(guān)鍵。
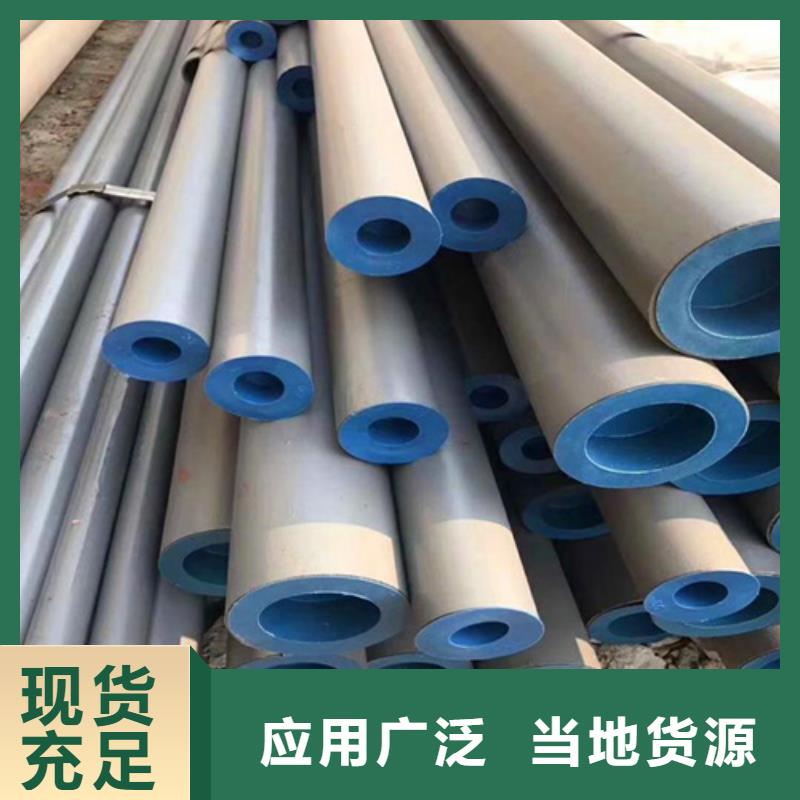
酸洗鈍化無縫鋼管的表面的整潔以及光潔程度是一個無縫鋼管的選擇的一個要求,由于無縫鋼管的表面度的整潔與否成為了客戶選擇的比較關(guān)鍵的一個地方。近些年來被很多的公司所重視,那么無縫鋼管的表面有裂紋是一個比較常見的現(xiàn)象,也是直接導(dǎo)致售出率低下的一個原因,那么導(dǎo)致這樣的因素是哪些呢?酸洗鈍化無縫鋼管原料因素 質(zhì)量較差的管坯會出現(xiàn)內(nèi)、外翹皮,結(jié)疤、裂縫等;酸洗鈍化無縫鋼管溫度因素 無縫鋼管生產(chǎn)的道重要工序是加熱,加熱不良(不均勻、溫度不夠等)會引起內(nèi)翹皮等;三、設(shè)備因素 從出爐開始,每一設(shè)備部件,都會影響管材的終質(zhì)量。如,設(shè)備部件的碰刮,會引起外翹皮、凹坑;進(jìn)穿孔機(jī)不順利,會造成管坯頭部受水淋而咬入困難或頭部內(nèi)翹皮。
