





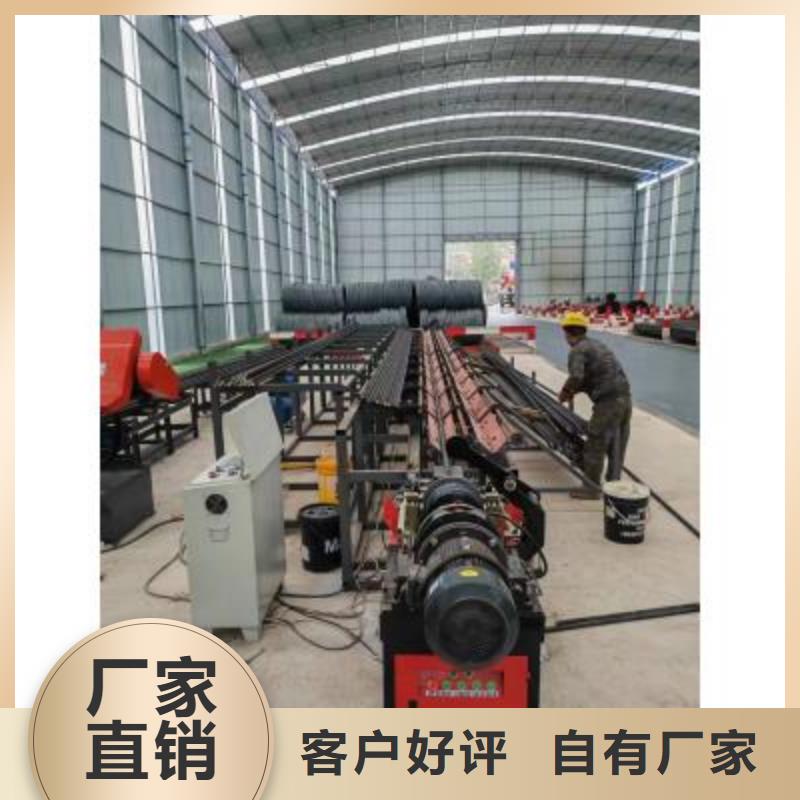
保定數(shù)控鋼筋剪切生產線產品特點:1、剪切后輥道采用進口PLC控制,移動式軌道加固定擋板,精度高;2、液壓式剪切系統(tǒng),故障率低,可靠性高,剪切能力強;3、多擋板設計,定位速度快,效率高;4、雙向收料機構,成品存放量提高一倍;5、配置套載,可大大提高材料的利用率;6、控制系統(tǒng):匯川PLC,匯川變頻器,威倫觸摸屏。技術參數(shù)配置:剪切鋼筋直徑范圍:Φ12~40mm;剪切長度范圍:1~12m;剪切精度:±5mm;剪切頻率:20次/分輸送速度:1.92m/s操作人數(shù):2人設備功率:25.5KW設備外形尺寸:28m×3.3m×2.5m 電控系統(tǒng):380V,50~60HZ 液壓系統(tǒng):系統(tǒng)壓力31.5Mpa,液壓站電機18.5KW剪切能量表(三級鋼,57kg/mm2)(注意:剪切鋼筋數(shù)量要在能量級以內)
控鋼筋自動滾絲生產線信賴") <保定>建貿機械有限公司
<保定>建貿機械有限公司
鋸條性能的差異,好對鋸條的速度和鋸削速度能實時自動。比如,當鋸條彎曲達到系統(tǒng)的一定閥域值時,系統(tǒng)就速度自適應或關閉進給。這需要在原有普通帶鋸床的基礎作較大的改動,如改變原有的液壓單元,鋸條彎曲監(jiān)控器等。在原普通鋸裝配光柵尺進行位置測量,原液壓系統(tǒng)不變。控制系統(tǒng)功能設計,包括料倉,儲料管理檢索,鋸件分類管理,鋸條彎曲監(jiān)控,材料壓緊,鋸條速度,鋸削進給速度的自適應控制等。由于鋸削的材料為了能同時不改變原液壓系統(tǒng)的要求,系統(tǒng)了基于普通電磁閥的位置控制模塊。對于普通帶鋸床而言,由于壓力的變化,液壓油溫度的變化以及電磁閥和繼電器的滯后都影響鋸削送料的精度,因此下料精度差,批量下料的一致性也不好。此外,在改變普通帶鋸床下料長度時,由于需送料長度標尺,操作也繁瑣。
系統(tǒng)控制改造伺服系統(tǒng)的閉環(huán)位置控制是容易的。普通電磁閥只有“通”,“斷”兩種狀態(tài),并且具有電磁機械滯后。液壓油的溫度及壓力變化影響到送料滑臺的,因此采用傳統(tǒng)的控制理論進行處理困難。為使到達目標位置前關閉送料油缸液給,使送料油缸停止時剛好在目標位置,是問題的關鍵。
整捆鋸切鋼筋鋸床/立式鋸床/帶鋸床新樂切削速度快鋸床加工化、范圍擴大化。鋸切效率,尤其是厚材及硬金屬鋸切效率,避免鋸切成為整條生產線的瓶頸,一直是鋸切及鋸床技術領域多年關注的焦點
近年來,公司不斷加大研發(fā)投入和技術創(chuàng)新的力度,產品的更新?lián)Q代及產品的內外不斷,一批科技含量高、社會效益好的產品不斷推出,增強了企業(yè)的市場競爭力。
導向塊結構科學合理,鋸條的使用壽命
鋸切,精度高
工件采用手動,操作方便
雙立柱結構,垂直升降,*性高
※切削速度液壓控制,無級調速
※工件*液壓*,操作方便
控鋼筋自動滾絲生產線信賴")
保定數(shù)控鋼筋鋸切套絲生產線特點:1.送料輥道采用PLC控制,移動式輥道加固定擋板定尺,精度高。2.螺紋鋼專用金屬帶鋸床,具有切削效率高、節(jié)能省料、操作簡單等特點。3.本產品原料存儲架采用大噸位存儲,并可與棒材自動上料機配合使用,實現(xiàn)上一個循環(huán)尚未結束時即可 進行下一步配料,以節(jié)省喂料周期。4.全自動送料輥道,避免原料的二次搬運,鋼筋的輸送、翻轉、傳遞等全部由機械完成,大幅度提高了效率。5.鋼筋輸送滾采用V 型耐磨輥進行,具有耐磨、減噪音、壽命長等特點。6.剝肋、滾絲主機頭實現(xiàn)了氣缸夾緊、送進功效,提高了剝肋、滾絲效率。
控鋼筋自動滾絲生產線信賴") 保定數(shù)控鋼筋自動滾絲生產線信賴
保定數(shù)控鋼筋自動滾絲生產線信賴
