
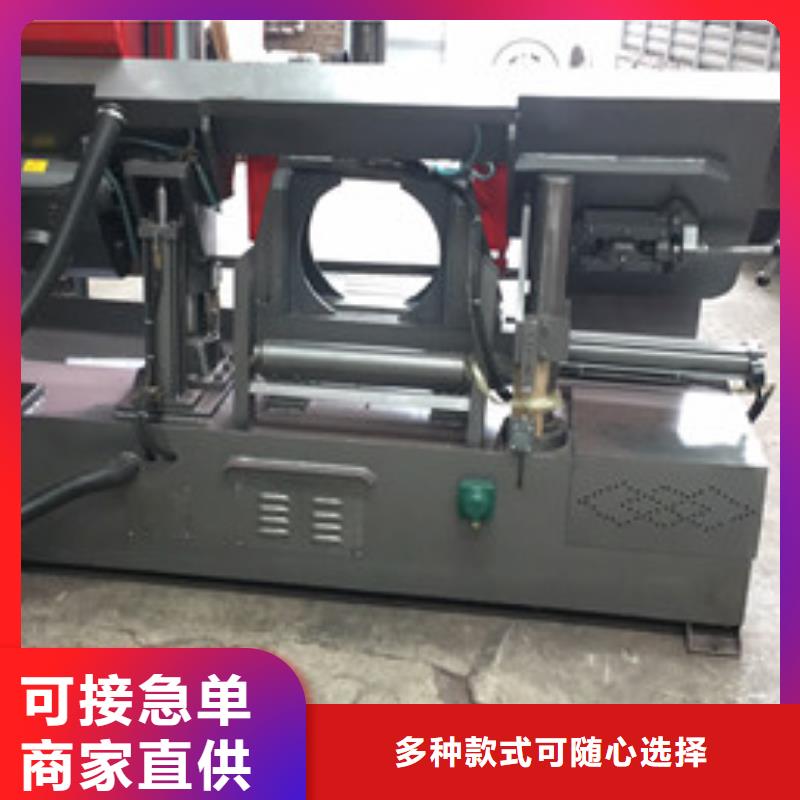




一分鐘的時(shí)間,對于了解我們的鋸床,鋼筋彎曲中心好貨直銷產(chǎn)品來說足夠了。從產(chǎn)品的外觀到內(nèi)在,從功能到性能,視頻將為您展現(xiàn)產(chǎn)品的每一個(gè)細(xì)節(jié)和特性。
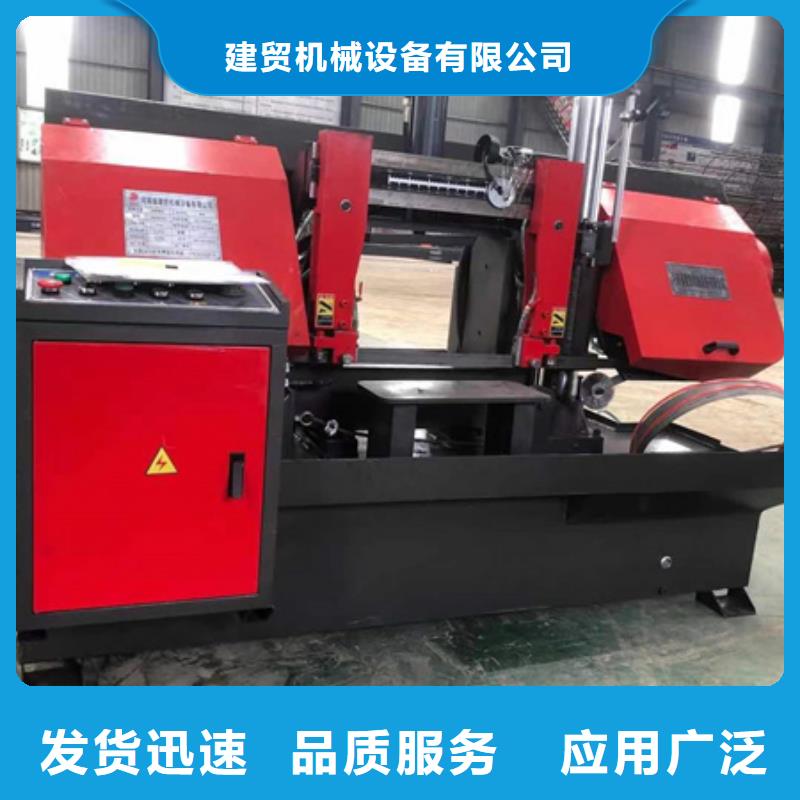
以下是:河北保定鋸床,鋼筋彎曲中心好貨直銷的圖文介紹

科技創(chuàng)造價(jià)值,品質(zhì)決定未來,今天的成功,源自客戶對 鋼筋彎曲中心的認(rèn)可,建貿(mào)機(jī)械設(shè)備(保定市分公司)熱忱歡迎中外新老朋友蒞臨指導(dǎo),共創(chuàng)商機(jī),雙贏發(fā)展。


準(zhǔn)確清潔液壓系統(tǒng)。切忌運(yùn)用火油或柴油作清潔液。清潔時(shí)應(yīng)選竭盡或許大的流量,使管路中液流呈紊流狀況,并結(jié)束各個(gè)實(shí)行元件的動(dòng)作,以便將污染物從各個(gè)泵、閥與液壓缸等元件沖刷出來。清潔結(jié)束后,在熱狀況下排掉清潔液,替換新油。
5、人機(jī)界面取代傳統(tǒng)控制面板功能,數(shù)字設(shè)定、指示燈等,隨時(shí)顯示設(shè)備狀態(tài),操作指示,參數(shù)設(shè)定。(在人機(jī)界面電腦上輸入鋸切長度、鋸切數(shù)量,輕松一按啟動(dòng)按扭LCD顯示液晶屏,鋸切輸入鋸切數(shù)量完成后,鋸床自動(dòng)停機(jī)等其它功能。
6、由PLC可編程控制器,設(shè)定鋸切全過程的自動(dòng)程序。
7、送料長度采用光柵尺控制,定位準(zhǔn)確精度高,長度誤差<0.30mm。
8、可由數(shù)控控制單程自動(dòng)送料長度400mm。



鋸弓應(yīng)緩慢,不得沖擊放下來時(shí)。在切割過程中嚴(yán)禁操作人員離開崗位,嚴(yán)禁戴手套。每班必須斷開電源,打開護(hù)罩,取出帶到鋸輪附近的芯片,進(jìn)行日常維護(hù)和清潔工作。 尤其需要注意的是:拆卸下來的螺絲釘一定要放在專門的盒內(nèi),以免丟失,裝配后,盒內(nèi)的東西應(yīng)全部用上,否則裝配不完整。帶鋸床切割精度的高低與帶鋸條有著直接的關(guān)系。首先新的帶鋸條要磨合,做磨合切削目的是為了鋸齒在加工后余留的細(xì)誤差。做到鋸齒兩側(cè)向側(cè)面凸出的分齒量相等,鋒利的齒刃毛刺被自然磨除掉,已得到適合 切削的齒刃。其次帶鋸床進(jìn)給量過大,使齒尖過早的大能量切削,鋸齒負(fù)載過重被卷刃、鈍化,分齒量也隨之遭到損壞。在這種情況下,被鈍化的鋸齒,已經(jīng)達(dá)不到鋒利鋸齒切削順暢的能力,造成鋸切時(shí)工件表面比較粗糙。


鋸刷在鋸條出屑的地方,并隨著鋸條走鋸的方向,并由冷卻泵供冷卻液清洗,鋸齒上的切屑。冷卻液在底座的右側(cè)冷卻切削液箱里,由水泵直接驅(qū)動(dòng)供冷卻液。按緊停(停止)按鈕,順時(shí)針方向,油泵電機(jī)工作,齒輪泵工作,油液經(jīng)過濾網(wǎng)管路,調(diào)節(jié)溢流閥使系統(tǒng)工作壓力達(dá)要求。反之按鈕向內(nèi)壓,所有電機(jī)停止工作。工件按鉗緊按鈕,電磁閥工作,液壓油夾油缸左邊,右邊液壓油回油箱,左鉗向工件。
鋸梁下降按工作按鉗,液壓油通過電磁閥升降油缸有桿腔;無桿腔液壓油通過電磁閥,單向調(diào)速閥回油箱。鋸梁快降按下降按鈕,液壓通過電磁閥工作,油升降油缸有桿腔,無桿腔油通過電磁閥回油箱。鋸梁上升按上升按鈕,液壓油通過電磁閥升降油缸的無桿腔;有桿腔油經(jīng)過電磁閥回油箱。工件松開按鉗松按鈕,液壓油通過電磁閥油缸右邊;左邊液壓油能過電磁閥回油箱,左鉗口向左運(yùn)動(dòng)工件松開。



點(diǎn)擊查看建貿(mào)機(jī)械設(shè)備(保定市分公司)的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
