
無論您是初次接觸還是已經熟悉,我們的聲測管樁基檢測管做工細致產品視頻將為您帶來全新的視覺體驗,讓您對產品有更深入的了解。
以下是:河北保定聲測管樁基檢測管做工細致的圖文介紹


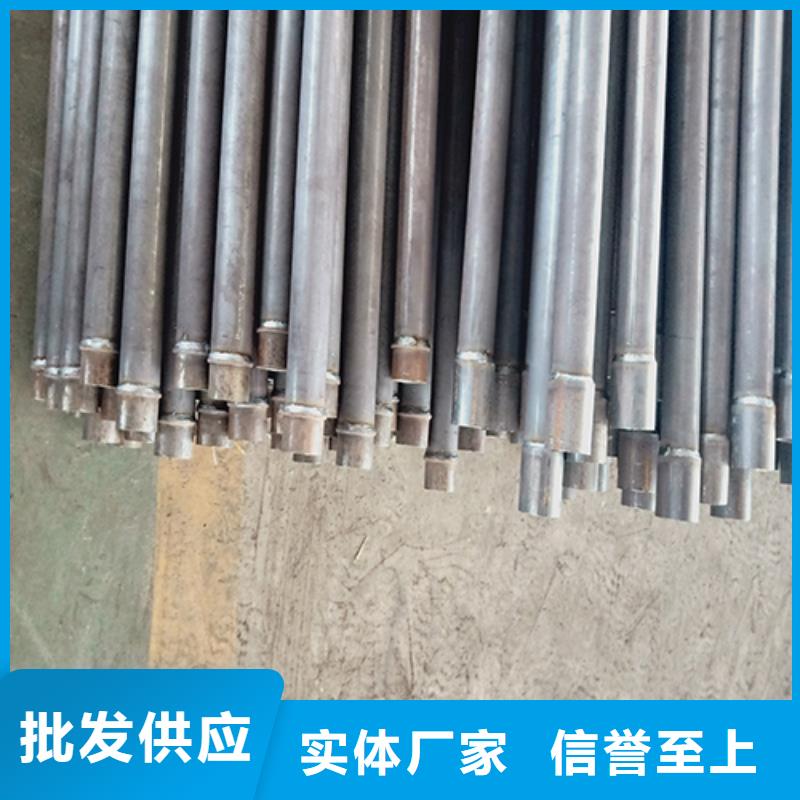
聲測管安裝技術及鋼筋籠焊接交底書1、河北保定當地聲測管安裝(1)材料要求:聲測管采用內徑為 50mm,壁厚為 3mm 的無縫聲測管。(2)連接方式:井口安裝采用套管坡口焊接,其他采用對接焊聲測管上的豎向環套住水平環。具體如下圖(4)、河北保定當地每根聲測管距樁底 5cm,伸入承臺 0.5m,每根樁埋設 3 根。孔口焊接聲測管時, 要先使上節聲測管套入下接聲測管的絲扣內,先焊好外側,然后用管鉗轉動聲測管,再把內側剩余部分焊好;焊接前要把下節聲測管先注滿水。2、河北保定當地施工注意事項(1)、河北保定當地聲波檢測管焊接的必須保證內壁平整,不能有焊渣等凸出物,確保檢測時探頭能夠自由上下。(2)、河北保定當地聲測管的下端必須封閉,并做密水試驗,保證管底和接頭處不漏水。上端高出樁頭 50cm 以上,并加蓋,防止聲測管堵塞。3、河北保定當地施工方法 (1)、河北保定當地根據所加工鋼筋籠的分節長度和購進的聲測管尺寸,合理的對聲測管進行下料,聲測管截斷不可用氣焊割也不可用一般切斷工具,要用切管器或砂輪切割機,切割后要進行割絲。(2)、河北保定當地聲測管接長采用絲扣連接,連接時首先檢查聲測管是否有雜物,如有雜物要干凈再連接,連接時兩聲測管要對正,且要保持順直,每節聲測管連接都要纏生膠帶,確保其密封性能良好。每節連接好后必須進行點焊,防止滑絲或脫節。底節底部要提前用鋼板焊死,保證管底不漏水;然后把焊接好的聲測管分類存放。(3)、河北保定當地在每節鋼筋籠上安裝相應長度的聲測管,聲測管焊接在鋼筋籠的內側,均勻布置,管間互相平行,不平行度控制在 0.1%以下;為防止聲測管的安裝偏差及孔口焊接質量,要在加強箍筋上準確標注上聲測管的位置,聲測管與鋼筋籠采用雙環活口連接 ,水平環焊在加強箍筋上



采用全站儀坐標法對鉆孔樁樁位放樣,埋好聲測管后在聲測管四周標記。2.鉆孔前準備(1)平整場地,圍堰筑島旱地島面高于地面10~20cm,水中筑島島面標高應高于施工水位1.0~1.5m,筑島頂面面積應滿足鉆機和吊機行走需要。(2)埋設聲測管聲測管用6~10mm鋼板卷制,聲測管直徑較鉆孔直徑大20~25cm,長度視地質條件不同而異,一般采用開挖埋設法,開挖直徑應比聲測管外徑大80~100cm,吊裝就位后,對中檢查,平面中心位移不大于50cm,保持垂直,用粘土沿四周對稱分層填壓夯實,聲測管的埋深旱地不少于1m,聲測管頂面應高于島面0.2~0.5m,并高于施工水位或地下水位1.5~2.0m,水中墩、河北保定附近聲測管底應進入河床底不少于0.5m。(3)粘土選備:鉆孔前貯備足夠數量的粘土,以滿足造漿需要,粘土以造漿能力強,粘度大為好。 (4)鉆機就位鉆機就位對鉆孔質量和能否順利鉆進關系重大,就位時應保證管錐中心對準樁位中心,并將鉆機支墊牢固。3.鉆進(1)泥漿配制分次成孔工藝有自身造漿的功能,不需要在孔外先制備泥漿,可直接往孔內加粘土,通過管錐的沖壓作用,自身造漿。施工中,每工班至少測定兩次泥漿性能。(2)開孔為保證鉆孔能順利進行,須對聲測管底孔壁進行處理,開孔時,不要急于進尺,在聲測管底1m范圍內,多填粘土,用直徑50cm實心鉆頭反復沖擠以加固聲測管底孔壁,聲測管底孔壁加固好后,即可進行小管錐鉆進。


經過十余年的磨礪與探索,日升昌鋼管聲測管廠家(保定市分公司)已初具規模,擁有國內先進的生產技術和設備。專業生產 焊接沉降板系列產品。鑄就了自己的品牌。公司引領 焊接沉降板新潮流,將秉承“質優、環保,共贏”為主題的戰略思想,堅持求實進取,團結奉獻的創業精神。以“科技創新 德贏天下”的企業精神、以高質量的 焊接沉降板產品澤惠用戶,服務社會。 我們愿與您攜手共贏,共創美好明天!



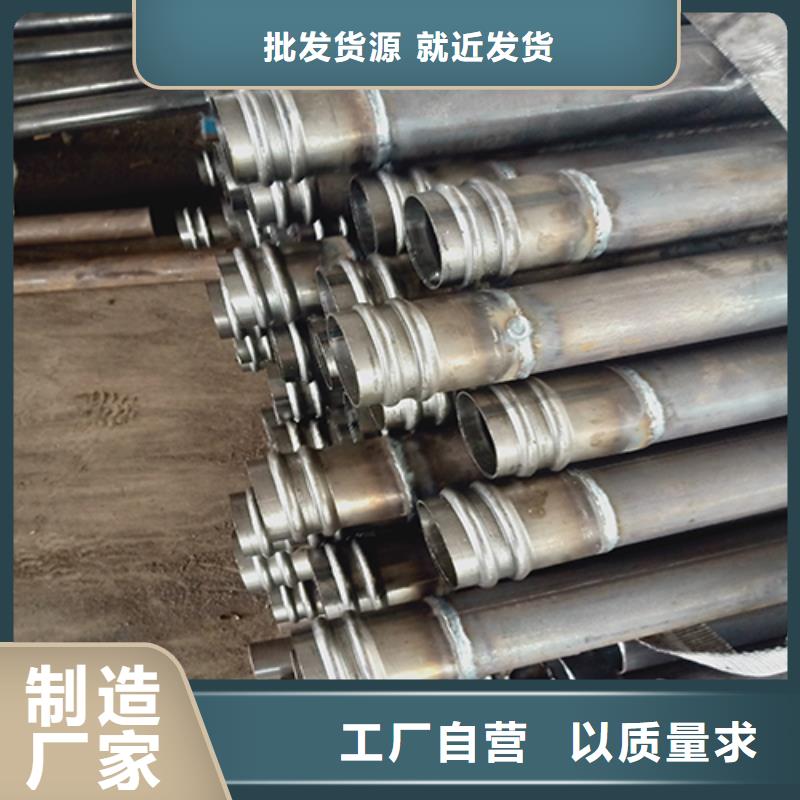
聲測管原則上是分中管和底管的,如果用戶在購買聲測管的時候底管沒有計算好但是又不希望重新購買,這個時候可以將中管當做底管進行使用。1、河北保定本地我們在底管上只焊接底堵,那么連接的時候其他聲測管就要把帶接頭的一端向下插入底管,這樣一支一支加起來,上面一支也是需要焊接單接頭的,如果這樣除了底管其他聲測管都焊接單接頭,這種做法是沒辦法區分中管和上管的,這樣就沒有中管,只有底管和上管。2、河北保定本地我們在底管的兩端分別焊接底堵和單接頭,這樣上面的管就要把帶單接頭的沖上,不帶接頭的一端沖下插入底管,這樣一支一支加上去,上面的一支管,無需焊接任何東西,只需要插入下面聲測管的接頭里面壓緊連接就可以了,所以這種做法我們是可以區分中管,和上管的,這種做法就有中管。


接觸焊是以一對銅電極與被焊接的鋼管兩邊部相接觸,感應電流穿透性好,高頻電流的兩個效應因銅電極與鋼板直接接觸而得到**利用,所以接觸焊的焊接效率較高而功率消耗較低,在高速低精度管材生產中得到廣泛應用,在生產特別厚的鋼管時一般也都需要采用接觸焊。聲測管機組焊接的兩種方式:接觸焊和感應焊。但是接觸焊時有兩個缺點:一是銅電極與鋼板接觸,磨損很快;二是由于鋼板表面平整度和邊緣直線度的影響,接觸焊的電流穩定性較差,焊縫內外毛刺較高,在焊接高精度和薄壁管時一般不采用。感應焊是以一匝或多匝的感應圈套在被焊的鋼管外,多匝的效果好于單匝,但是多匝感應圈制作安裝較為困難。感應圈與鋼管表面間距小時效率較高,但容易造成感應圈與管材之間的放電,一般要保持感應圈離鋼管表面有5~8 mm的空隙為宜。采用感應焊時,由于感應圈不與鋼板接觸,所以不存在磨損,其感應電流較為穩定,保證了焊接時的穩定性,焊接時鋼管的表面質量好,焊縫平整,在生產如API等高精度管子時,基本上都采用感應焊的形式。焊管機組調試及日常維護注意事項一般來說,焊管機組的制定一定要符合操作規程,操作員在機組運行過程中一定不能和模具進行接觸,還要注意把手放在出管方向,避免操作不當對自己的和造成影響。另外焊管機組操作人在操作前要注意檢查機組各潤滑點是否潤滑到位,否則就要注意加用一些潤滑油,確保機組能夠正常運行和工作。焊管機組使用過程中要注意采用一些耐高溫的合成復合鋁基潤滑脂,這樣可以避免焊管機組受到損壞



