

想知道【不銹鋼焊管用心服務】產品為何如此受歡迎?觀看視頻,答案自在其中。
以下是:河北保定【不銹鋼焊管用心服務】的圖文介紹
惠寧金屬制品(保定市分公司)主營 不銹鋼復合板、不銹鋼焊管、除渣機配件、316L不銹鋼復合板。公司位于經濟開發區,交通便利,地理位置優越,交通便利。公司產品均符合標準(GB)、產品品種豐富、規格齊全,現已銷往全國各地,得到諸多客戶的好評。 公司常備庫存量充足,品種規格齊全。本著薄利多銷,質量可靠的銷售原則,讓客戶買的放心,用的舒心!誠信、專業、 是我們的服務宗旨,我們將竭誠為新老客戶提供過硬的產品和優質的服務, 歡迎各界朋友蒞臨參觀、指導和業務洽談。


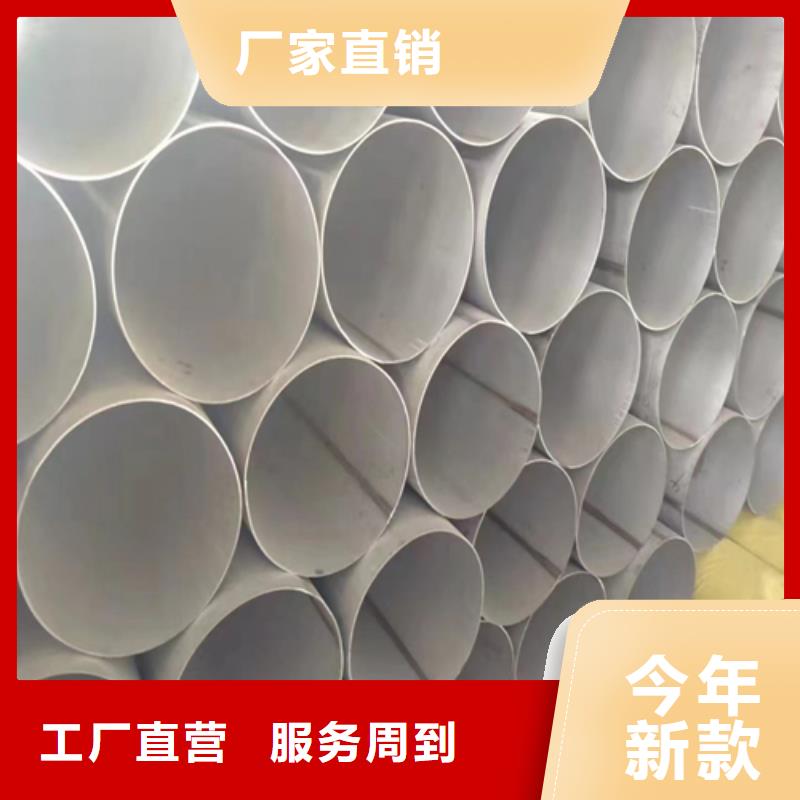
河北保定不銹鋼焊管 直縫焊接不銹鋼管不銹鋼材料攻絲的小技巧
在不銹鋼上攻絲比在普遍鋼材上攻絲要困難得多。經常出現由于扭矩大,絲錐被“咬死”在螺孔中,崩齒或折斷,螺紋表面不光,溝紋,尺寸超差,亂扣和絲錐磨損嚴重等現象。因此,攻制不銹鋼螺紋時應采取相應的技術措施加以解決。1、攻制不銹鋼螺紋時,“脹牙”現象比較嚴重,絲錐容易“咬死”在孔中,所以螺紋底孔應適當加大。一般情況下,螺距為1mm以下的螺紋底孔直徑等于公稱直徑減去螺距;螺距大于1mm時,螺紋底孔直徑等于公稱直徑減去1.1倍螺距。2、選擇合適的絲錐和合理的切削用量,是關系到攻絲質量的關鍵。絲錐材料,應選含鈷或鋁超硬高速鋼;主偏角和螺距、絲錐把數有關,頭錐κr=5°~7°,二錐、三錐為κr=10°~20°;校準部分一般取3~4扣螺紋長度,并有0.05~0.1mm/100
mm的倒錐;容屑槽方向一般取β=8°~15°,可以控制切屑流動方向,對于直槽絲錐,可以將絲錐前端改磨成螺旋形;絲錐的前角一般為γp=15°~20°,后角為8°~12°。



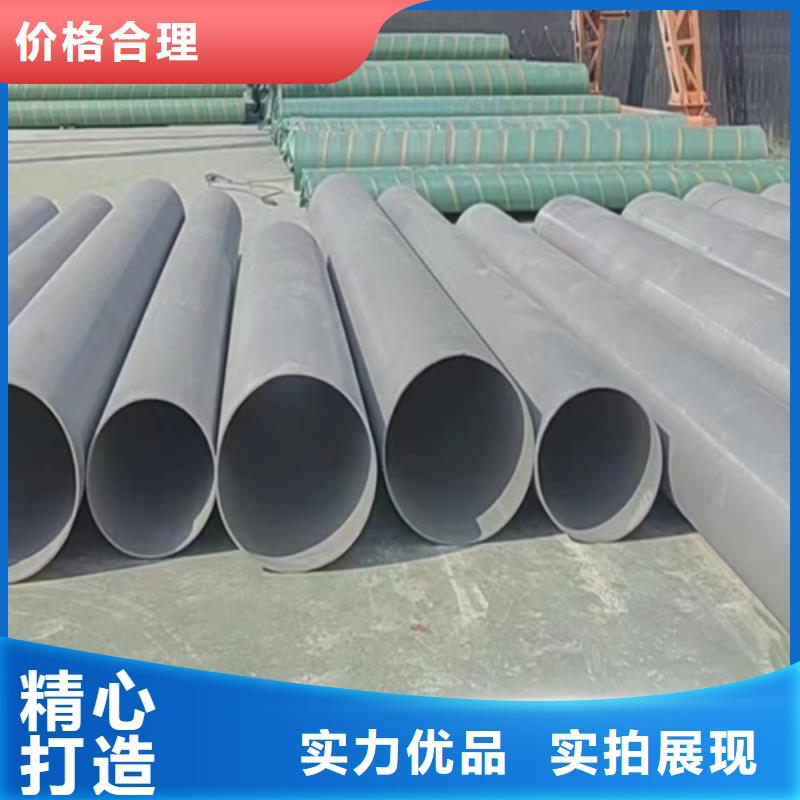
河北保定不銹鋼焊管 304大口徑不銹鋼焊管 支持定做夾雜是殘留在焊縫金屬中由冶金反應產生的非金屬夾雜和氧化物。夾渣是殘留在焊縫中的熔渣。不銹鋼焊接管夾渣可分為點狀夾渣和條狀夾渣兩種。夾渣削弱了焊縫的有效斷面,從而降低了焊縫的力學性能。夾渣還會引起應力集中,容易使焊接結構在承載時遭受破壞。
焊接過程中的層間清渣不凈;焊接電流太小;焊接速度太快;焊接過程中操作不當;焊接材料與母材化學成分匹配不當;坡口設計、加工不合適等
選擇脫渣性能好的焊條;認真地層間熔渣;合理地選擇焊接工藝參數;調整焊條角度和運條方法燒穿
焊接過程中,熔化金屬自坡口背面流出,不銹鋼焊接管形成穿孔的缺陷稱為燒穿。燒穿是焊條電弧焊常見缺陷之一
焊接電流大,焊接速度慢,使焊接管過度加熱;坡口間隙大,鈍邊過薄;焊工操作技能差等選擇合適的焊接工藝參數及合適的坡口尺寸;提高焊工的操作技能等。



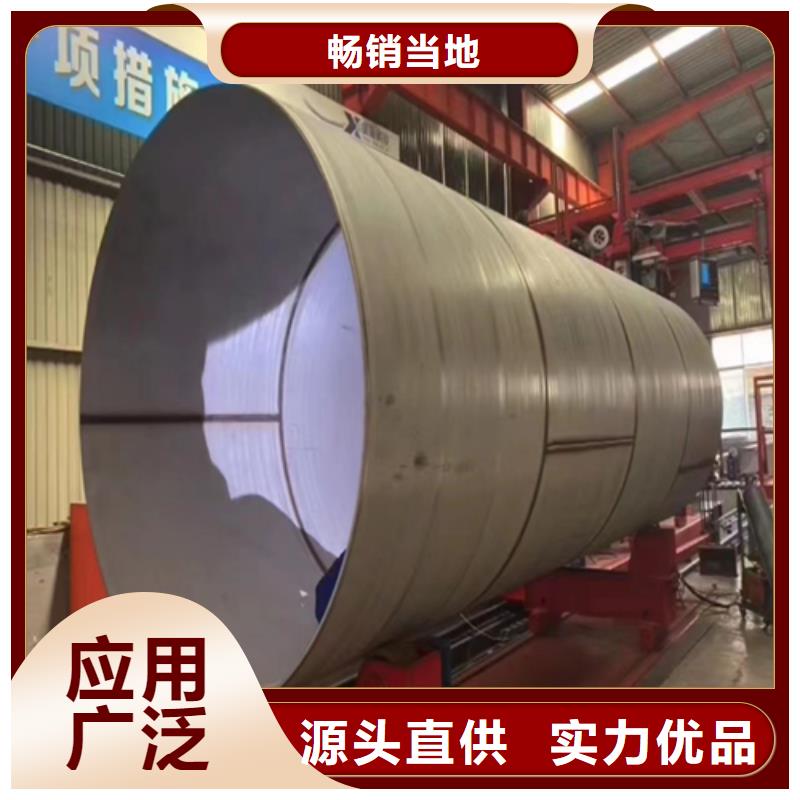
河北保定不銹鋼焊管 316L不銹鋼焊管承接焊接鋼管也稱焊管,是用鋼板或帶鋼經過卷曲成型后焊接制成的鋼管。焊接鋼管生產工藝簡單,生產效率高,品種規格多,設備資少,但一般強度低于無縫鋼管。20世紀30年代以來,隨著優質帶鋼連軋生產的迅速發展以及焊接和檢驗技術的進步,焊縫質量不斷提高,焊接鋼管的品種規格日益增多,并在越來越多的領域代替了無縫鋼管。焊接鋼管按焊縫的形式分為直縫焊管和螺旋焊管。焊接鋼管采用的坯料是鋼板或帶鋼,因其焊接工藝不同而分為爐焊管、電焊(電阻焊)管和自動電弧焊管。因其焊接形式的不同分-焊接鋼管采用的坯料是鋼板或帶鋼,因其焊接工藝不同而分為爐焊管、電焊(電阻焊)管和自動電弧焊管。因其焊接形式的不同分為直縫焊管和螺旋焊管兩種。因其端部形狀又分為圓形焊管和異型。
