


聯系我們

(鋼筋籠繞筋機)實力廠家品質放心
更新時間:2025-05-23 19:38:06 ip歸屬地:保定,天氣:多云轉晴,溫度:7-18 瀏覽次數:5 公司名稱:許昌 建貿機械設備有限公司(保定分公司)
| 產品參數 | |
|---|---|
| 產品價格 | 26000 |
| 發貨期限 | 24h |
| 供貨總量 | 999 |
| 運費說明 | 包郵 |
| 小起訂 | 1 |
| 質量等級 | 特級 |
| 是否廠家 | 是 |
| 產品材質 | 鋼 |
| 產品品牌 | 河南建貿 |
| 產品規格 | JMRLJ-3000 |
| 發貨城市 | 河南長葛 |
| 產品產地 | 河南長葛 |
| 產品型號 | JMRLJ-3000 |
| 可售賣地 | 全國 |
| 產品重量 | 3.5t |
| 質保時間 | 一年 |
| 設備名稱 | 鋼筋籠繞筋機 |
| 型號 | JMRLJ3000型 |
| 加工范圍 | 400-3000MM |
| 整機重量 | 3500KG |
| 安裝尺寸 | 16*5M |




實力廠家品質放心")
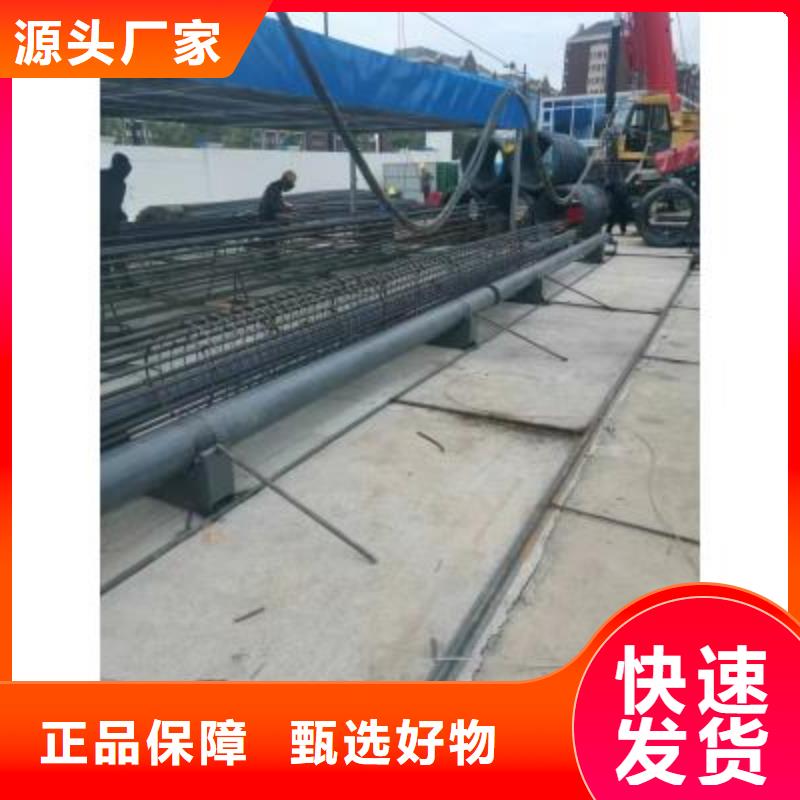
一、保定鋼筋籠繞筋機加工方法介紹鋼筋籠傳統加工方法以人工操作為主,除鋼筋原材料切頭,車絲由機器和人工輔助完成,其余工序如主筋定位,螺旋筋安裝、定位等都在人工操作下完成,致使鋼筋筋籠生產效率低,加工精度不夠,合格率較低,兩節鋼筋籠因主筋定位誤差較大造成對接安裝較困難。二、鋼筋籠加工廠建設及設備簡介1、鋼筋加工廠建設簡介2、鋼筋籠自動滾焊機設備簡介1)拖動導軌;(2)控制臺;(3)拖動驅動系統;(4)主筋料架;(5)鋼筋籠液壓支撐裝置;(6)固定旋轉驅動機構;(7)移動旋轉驅動機構;(8)主筋固定器;(9)主筋導管;(10)主筋承接分隔系統;(11)箍筋放線架;(12)箍筋矯直機構;(13)主筋上料系統三、施工工藝簡介1、施工工藝流程2、主筋切頭及絲口加工3、絲口檢查及保護每加工完成10個接頭采用卡尺、螺紋環規對絲頭加工質量進行檢測,檢查絲頭螺紋牙型、絲頭長度、螺紋直徑是否滿足規范要求。加工完成的接頭采用專用保護套進行保護。4、主筋上料通過上料架或人工將加工好的主筋放入分料器,人工穿過固定盤模板,并在移動盤模板內通過固定螺栓將主筋鎖緊。啟動移動盤,進行箍筋纏繞及焊接。
本機由機械工作部分與電器控制部分組成:1、機械部分主要由:主驅動系統、拉筋系統、電極系統、液壓拖網系統。1)主驅動系統由主驅動變頻調速電機,驅動主機轉動,實現環筋在縱筋上的纏繞,以完成環筋的纏繞過程,保定鋼筋籠繞筋機同時向焊接控制系統傳輸焊接信號。2)拉筋系統牽引系統由牽引變頻調速電機提供動力,經鏈條帶動拉筋小車做直線運動,完成縱筋牽引焊接,拉筋速度根據要求可進行較大范圍內的調節,以調節環筋的疏密,同時拉筋小車具有自動返回功能。3)電極系統氣動電極,自動調節預緊力,預壓力相對恒定,較彈簧預壓相比,具有電極沖擊小,電極磨損小,焊點更加牢固的特點,焊接過程中的飛濺進一步減小,電極壽命進一步得到延長,在自動焊接過程中電極系統保持相同的距離不變,保證焊接電極與電極板的間距及焊接壓力相等。焊接控制部分主要由:焊接控制系統、焊接控制主回路系統組成。4)焊接控制系統:由全數字式焊接控制器和接近開關構成,以實現焊接規范的調節和焊接過程的完成。5)焊接控制主回路系統:主要由焊接變壓器、可控硅元件、銅導體、水冷系統組成,由焊接變壓器提供足夠的焊接電流,可控硅元件作為焊接回路的無觸點開關,和焊接電流調節。冷卻管路通過對變壓器、可控硅電極的冷卻,為設備的正常工作提供保證。
實力廠家品質放心")
1.首先要選擇一個搭建場地:鋼筋籠制作時要求防雨防潮,出入方便,然后就是拉好電源。
2.選購原材料:按圖紙設計的要求選擇鋼筋,截取鋼筋后并送到相關質量檢測部門進行檢驗。用電弧焊焊接鋼筋要按施工要求選擇焊條,焊條的質量將會影響鋼筋籠的質量。如果有條件可以買我司生產的鋼筋籠滾焊機。
3.加工制作時應要求進行鋼筋加工,將制作好的鋼筋籠交于監理人員檢驗是否合格。
4.制作控制要點
鋼筋加工前應檢查鋼筋表面有油漬、漆污、鐵銹、浮皮等可用人工除銹,使其表面潔凈
鋼筋局部如果彎曲度超過標準的話,應矯直后才可使用。
鋼筋籠繞筋機
實力廠家品質放心") <保定>建貿機械設備有限公司
保定市(鋼筋籠繞筋機)實力廠家品質放心
<保定>建貿機械設備有限公司
保定市(鋼筋籠繞筋機)實力廠家品質放心
實力廠家品質放心")
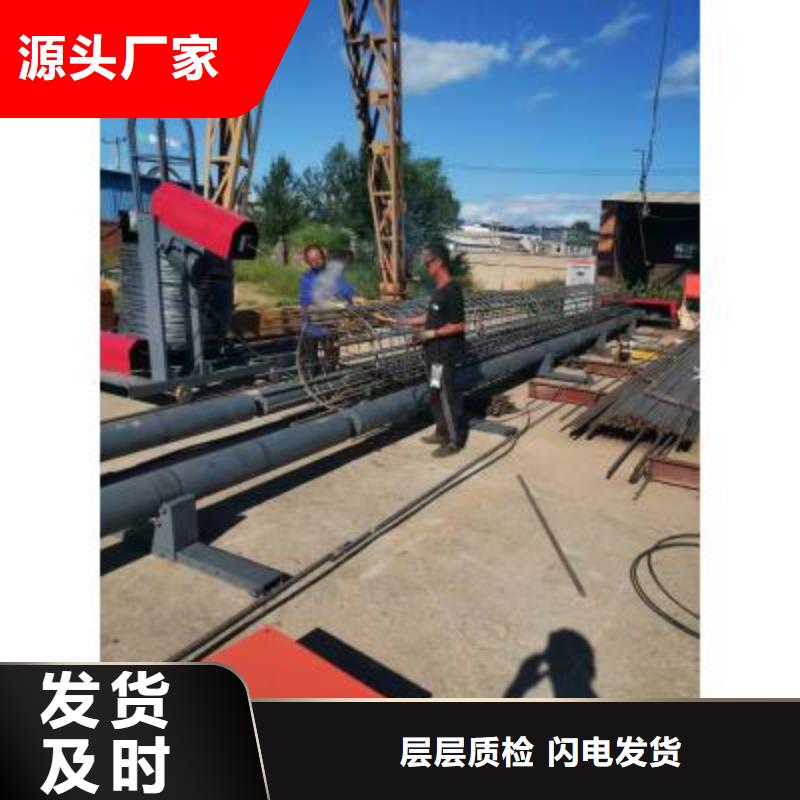
河南建貿機械設備有限公司?專業鋼筋設備廠家??彎曲中心、彎箍機、鋼筋彎箍機、鋼筋籠滾焊機? ? ? ? 數控鋼筋籠繞筋機的報價? 在橋梁施工中,鋼筋籠的加工是基礎建設的重要環節。在過去傳統的施工中,鋼筋籠采用手工軋制或手工焊接的方式,除了效率低下外,主要的缺點是制作的鋼筋籠質量差,設備尺寸不規范,影響到工程建設的工期與質量。?鋼筋籠滾焊機是將鋼筋矯直、彎曲成型、滾焊成型有機的結合在一起,使得鋼筋籠的加工基本上實現機械化和自動化,減少了各個環節間的工藝時間和配合偏差,大大提高了鋼筋籠成型的質量和效率,為施工單位創造良好的經濟效益和社會效益,是今后鋼筋籠加工的發展方向。? ? 本機與傳統的鋼筋籠成型方式相比,具有如下優勢或特點:?1、設備自動化程度高,加工成型速度快。與普通人工成型方式相比,是傳統人工制作的3~4倍。