


聯系我們

鋼筋鋸切套絲生產線無中間商
更新時間:2025-06-13 11:36:07 ip歸屬地:保定,天氣:陰轉雷陣雨,溫度:21-33 瀏覽次數:4 公司名稱: 建貿機械設備(保定市分公司)
| 產品參數 | |
|---|---|
| 產品價格 | 60000/臺 |
| 發貨期限 | 24h |
| 供貨總量 | 999 |
| 運費說明 | 包郵 |
| 小起訂 | 1 |
| 質量等級 | 優 |
| 是否廠家 | 是 |
| 產品材質 | 鋼 |
| 產品品牌 | 河南建貿 |
| 發貨城市 | 長葛 |
| 產品產地 | 河南 |
| 加工定制 | 可定制 |
| 產品型號 | JMGSX-500 |
| 可售賣地 | 全國 |
| 質保時間 | 一年 |
| 質量認證 | CCC |
| 范圍 | 鋼筋鋸切套絲生產線無中間商供應范圍覆蓋河北省 石家莊市、唐山市、秦皇島市、邯鄲市、邢臺市、保定市、張家口市、承德市、滄州市、廊坊市、衡水市 競秀區、滿城區、清苑區、淶水縣、阜平縣、徐水區、定興縣、唐縣、高陽縣、容城縣、淶源縣、望都縣、安新縣、易縣、曲陽縣、蠡縣、順平縣、博野縣、雄縣、涿州市、定州市、安國市、高碑店市、蓮池區等區域。 |





保定鋼筋鋸切套絲生產線無中間商


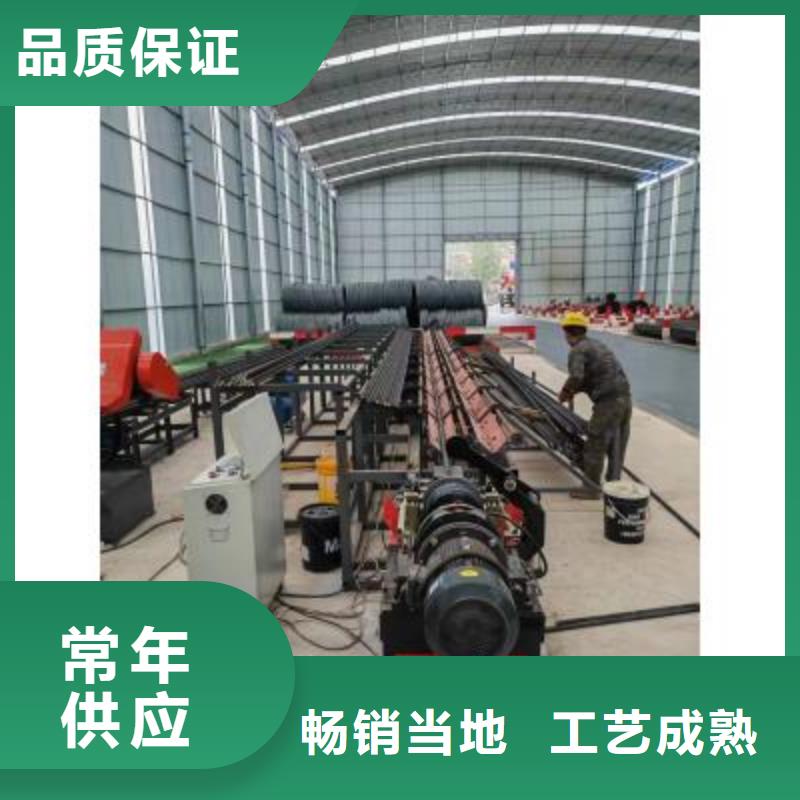
保定鋸切套絲生產線路易機械的原料存儲架采用大噸位存儲,可與棒材自動上料機配合使用,上一個循環尚未結束就可以進行下一步配料,縮短了循環周期。全自動送料輥道,避免原料的二次搬運;鋼筋輸送、翻轉、傳遞全部由機械完成,大幅度提高了效率;鋼筋輸送滾采用 V 型耐磨輥,耐磨、噪音低、壽命長.產品特點:1、可自動完成對鋼筋端頭的自動切斷,切頭端面平整,可直接套絲。2、鋼筋定尺機構采用伺服電機控制,通過伺服電機驅動絲杠機構來調整鋸切刀口與定位擋板之間的距離,采用編碼器測量,可鋸切各種長度的鋼筋。3、對鋼筋長度的自動定尺,鋼筋長度剪切齊頭鋼筋尾料短可達到1cm,提高材料的利用率。4、鋸切主機生產效率高,可對原料鋼筋的兩端自動定尺齊頭,鋸切主機采用雙立柱設計,升降平穩,鋸切穩定;鋼筋壓緊采用液壓油缸兩側壓料,壓力大鋸切過程中,鋼筋不會轉動減少對鋸條的損傷,鋼筋切頭均勻。5、一級套絲輥道輸送平臺采用鏈條式傳動,可對齊頭后的鋼筋臨時儲料,實現加工作業的流水線作業,減少設備的二次搬運,提高生產效率。6、套絲輥道采用V型輪輸送,無需人工輔助,保證鋼筋自動輸送至套絲機,套絲完成后可自動翻至下一個工序;V型采用耐磨材料。
1、保定數控鋼筋鋸切套絲打磨生產線首先對原材料鋼筋進行定尺的鋸切,在數控屏幕上設置需要鋸切鋼筋的長度,原材料鋼筋使用行吊放到原材料放料架上等待鋸切。2、原材料鋼筋工人手動撥到運料軌道上,鋼筋自動被運送到鋸床進行鋸切工作。3、原材料鋼筋在鋸床部位被鋸切成指定長度后再通過運料軌道被運送到鋸切完畢的半成品儲料倉里等待套絲。4、半成品儲料倉里的鋼筋被一根一根的翻轉到套絲軌道上,分別進行兩個端頭的套絲。5、兩個端頭套絲完畢的鋼筋被翻轉到打磨軌道上進行兩個端頭的打磨。6、兩個端頭打磨完畢的鋼筋被翻轉到成品儲料倉里等待取用。由上可見,整個的生產流程中使用人工的地方非常少,因而數控鋼筋鋸切套絲打磨生產線越來越多的出現在了施工現場。很多的施工方有剛開始的不接受到后來的慢慢喜歡。數控鋼筋鋸切套絲打磨生產線越來越受到歡迎。在此向施工方要說明的是鋸切套絲打磨生產線是對原材料鋼筋的兩個端頭進行處理,而并非是對已經做好的籠子成品進行處理。而且數控鋼筋鋸切套絲打磨生產線也存在一些弊端,比如占地空間較大,對場地的平整度要求較高等。
保定數控棒材鋼筋生產線產品特點:剪切后輥道采用進口PLC控制,移動式軌道加固定擋板,精度高。液壓式剪切系統,故障率低,可靠性高,剪切能力強。3、多擋板設計,定位速度快,效率高。雙向收料,成品存放量提高一倍。配置套載,可大大提高材料的利用率 剪后輥道采用絲桿升降電機整體驅動,調整尺寸準、快速、方便。剪后輥道卸料桿分為三段設計,可根據不同鋼筋長度滿足單獨工作、配合工作、同時工作的需求,可節省用氣量,提高響應速度。整機原材料都經過大型拋丸機設備進行拋丸打磨、噴砂、底漆、面漆工藝,限度延長了設備的使用壽命。液壓剪前設置了剪體輥道,靠近剪刀的一端配有兩個氣缸,控制輥道升降,剪切鋼筋時,可與液壓缸剪切同步運動,保證了鋼筋送料端在剪切時不會變形 剪后輥道采用絲桿升降電機整體驅動,調整尺寸 快速、方便。剪后輥道卸料桿分為三段設計,可根據不同鋼筋長度滿足單獨工作、配合工作、同時工作的需求,可節省用氣量,提高響應速度。

保定數控鋼筋套絲打磨生產線。1、采用伺服電機,鋸切精度高。鋸切后的鋼筋自動分料,套絲方便。 2、 通過變頻電機驅動絲杠機構來調整剪切刀口與定位擋板之間的距離,采用編碼器測量,定尺精度高,可達±2mm,可剪切各種長度的鋼筋。3、 采用液壓鋸切方式,體積小、產量高,與一些廠家的機械沖剪方式相比,具有噪音低,使用壽命長,設備運行穩定等特點;與此同時鋼筋采用油缸壓料,壓力大,鋸切時,鋼筋不會轉動,鋼筋切頭均勻。 4、鋸床采用國內專用的雙面夾緊鋸床。5、合理的氣動系統設計理念,主管道采用不銹鋼管傳輸,降低了壓縮空氣損耗;電磁閥安裝在相應控制氣缸的下方,響應速度快,便后維護。鋸切套絲設備。1、采用伺服電機,鋸切精度高。鋸切后的鋼筋自動分料,套絲方便。 2、 通過變頻電機驅動絲杠機構來調整剪切刀口與定位擋板之間的距離,采用編碼器測量,定尺精度高,可達±2mm,可剪切各種長度的鋼筋。3、 采用液壓鋸切方式,體積小、產量高,與一些廠家的機械沖剪方式相比,具有噪音低,使用壽命長,設備運行穩定等特點;與此同時鋼筋采用油缸壓料,壓力大,鋸切時,鋼筋不會轉動,鋼筋切頭均勻。 4、鋸床采用國內專用的雙面夾緊鋸床。5、合理的氣動系統設計理念,主管道采用不銹鋼管傳輸,降低了壓縮空氣損耗;電磁閥安裝在相應控制氣缸的下方,響應速度快,便后維護。