


您可能對保定本地以下產(chǎn)品新聞也感興趣
更新時間:2025-06-21 14:00:49 ip歸屬地:保定,天氣:晴,溫度:17-36 瀏覽次數(shù):1 公司名稱:聊城 聚晟護欄制造(保定市分公司)
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 216/米 |
| 發(fā)貨期限 | 1-3天 |
| 供貨總量 | 9987888 |
| 運費說明 | 電議 |
| 小起訂 | 100米 |
| 是否廠家 | 是 |
| 產(chǎn)地 | 山東 |
| 品牌 | 聚晟 |
| 材質(zhì) | 不銹鋼 |
| 是否可定制 | 是 |
| 范圍 | 優(yōu)質(zhì)燈箱護欄-燈箱護欄生產(chǎn)基地位于【聊城】,供應(yīng)范圍覆蓋河北省 石家莊市、唐山市、秦皇島市、邯鄲市、邢臺市、保定市、張家口市、承德市、滄州市、廊坊市、衡水市 競秀區(qū)、滿城區(qū)、清苑區(qū)、淶水縣、阜平縣、徐水區(qū)、定興縣、唐縣、高陽縣、容城縣、淶源縣、望都縣、安新縣、易縣、曲陽縣、蠡縣、順平縣、博野縣、雄縣、涿州市、定州市、安國市、高碑店市、蓮池區(qū)等區(qū)域。 |




質(zhì)保定燈箱護欄-燈箱護欄廠家")
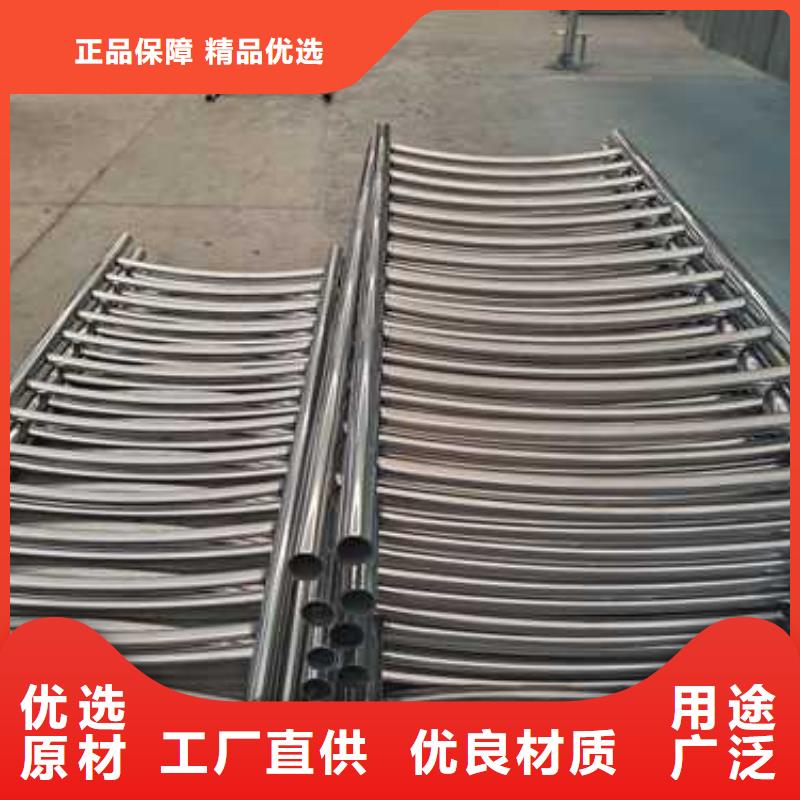
產(chǎn)品特點:其色彩鮮亮、表面光潔、強度高、韌性強、耐腐蝕、抗紫外線、不退色、不開裂、不脆化的優(yōu)點,成為具裝飾效果的護欄精品,適用于城市道路中間,潔凈寬敞的街道與鮮艷靚麗的護欄,互相映輝,筑起一道亮麗的風(fēng)景線,為我們的城市增光添彩;讓我們高品位的城市建設(shè)更上新臺階。 是一種用于公路、高速公路使用的護欄產(chǎn)品,體結(jié)構(gòu)簡單,造型新穎,便于運輸,易安裝的特點。的風(fēng)箏之都濰產(chǎn)品的主要產(chǎn)地,近年來,在國內(nèi)許多高速公路部分所采用。通常來說,主要用于高速公路、鐵路、橋梁、體育場、機場、車站、服務(wù)區(qū)、保稅區(qū)、露天倉儲場、港口竺領(lǐng)域的圍欄使用。 實體隔離柵智能NHR系列隔被廣泛應(yīng)用與多個行業(yè),介紹一下智能隔離柵在安裝方面的一些注意事項:安裝場地--隔離柵應(yīng)安裝在場所。電路的鋪設(shè)--阻隔式柵本安端(藍色端)和非本安端電路的銜接導(dǎo)線在匯線槽中應(yīng)分開鋪設(shè),各自選用的套管。 本安側(cè)的配線管道內(nèi)不允許有其它電源線,包含其本安電路運用的電源線。通往風(fēng)險場所的導(dǎo)線應(yīng)選用有藍色符 的本安導(dǎo)線,導(dǎo)線的軟銅面積有必要大于0.5平方毫米,絕緣強度應(yīng)大500。在對阻隔式柵進行通電調(diào)試前,有必要注意阻隔式柵的類型、接線辦法、線路極性等是不是契合規(guī)劃及商品需求中的規(guī)則,不然可能對人身及設(shè)備形成損傷。
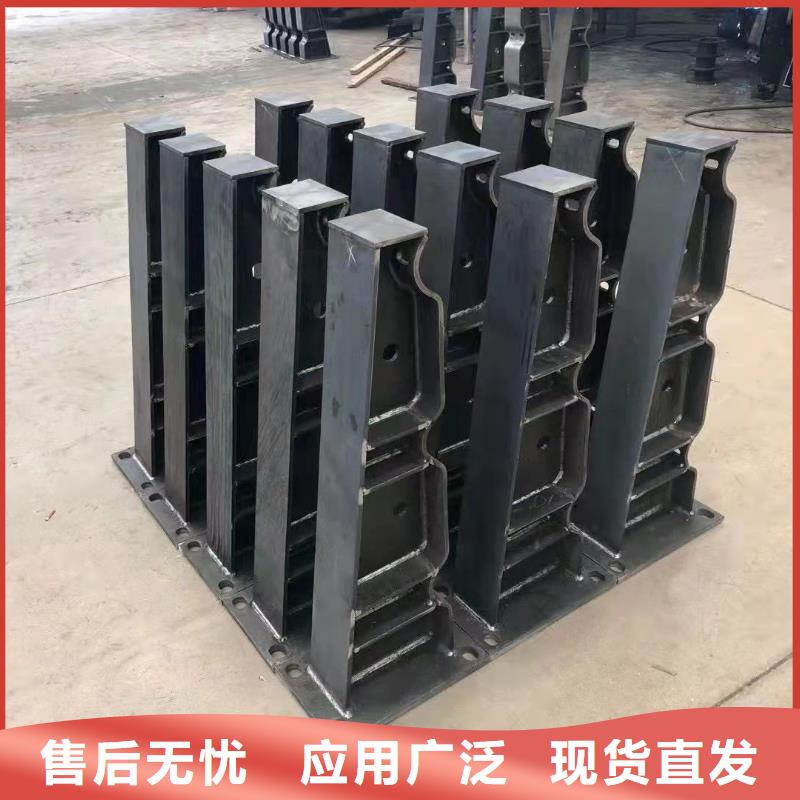
<保定>聚晟護欄制造有限公司不銹鋼橋梁護欄噴粉過程中要注意吊具的導(dǎo)電性且吊具上的徐層不宜太厚過厚時可采取集中焚燒的方法用具上的涂層;由于工件較重一定要設(shè)計好掛具要求掛具牢固可靠;采用預(yù)烘的目的:一是除去工件上剩余的水分二是可以保證一定厚度的粉末涂料較好地附著在工件的表面三是保證工件盡快均勻受熱加快固化過程一般預(yù)烘的溫度是80—140℃.對于護欄產(chǎn)品根據(jù)其特點采用自動噴槍另加手工噴槍補噴相結(jié)合的形式目的是實時監(jiān)控噴粉質(zhì)量保證產(chǎn)品質(zhì)量穩(wěn)定.一般純聚酚粉術(shù)涂料的固化條件是200℃10min通過調(diào)整加熱爐的溫度和鏈速來保證固化溫度和時間. 不銹鋼橋梁護欄噴粉采用冷風(fēng)吹干在吹干的過程中對工件進行檢查對于允許缺陷如流掛、起泡、露底、締孔等可用丙酮等稀釋粉末涂料趁工件未晾時涂程或噴覆于缺陷表面用余熱固化對于重大缺陷需要進行返修處理根據(jù)涂膜厚度選取不同的處理方法一般有直接上件重新噴粉、機械打磨、用脫膜劑處理三種方法.
質(zhì)保定燈箱護欄-燈箱護欄廠家") <保定>聚晟護欄制造有限公司
<保定>聚晟護欄制造有限公司
質(zhì)保定燈箱護欄-燈箱護欄廠家")
內(nèi)襯不銹鋼復(fù)合鋼管的焊接順序為先焊復(fù)合層, 后焊基層, 即封焊層→打底焊層→過渡層→填充層→蓋面層。 其中的技術(shù)措施主要包括以下幾點: (1) 管子對焊組對時, 其內(nèi)壁應(yīng)齊平, 內(nèi)壁錯邊量不宜超過管壁厚度的 10%,且應(yīng)≤2 mm。 (2) 焊接時, 應(yīng)盡量采用多層焊, 各焊層焊道的接頭應(yīng)盡量錯開。焊道不宜太寬太厚, 以免增加坡口加工量, 焊道成形均勻、 美觀。 (3) 點固焊時管內(nèi)必須充氬, 以保證點固焊焊縫質(zhì)量。 打底焊時,仰焊位置采用內(nèi)填絲, 立焊、 平焊位置采用外填絲法進行焊接。 (4) 應(yīng)在坡口內(nèi)引弧, 禁止在非焊接部位引弧, 接弧處應(yīng)保證焊透與熔合, 熄弧時應(yīng)填滿弧坑, 焊接即將結(jié)束時, 應(yīng)減小氬氣流量, 防止氣壓過大使焊縫產(chǎn)生凹陷。 (5) 焊絲不能與鎢極接觸或直接深入電弧的弧柱區(qū), 防止破壞電弧的穩(wěn)定和產(chǎn)生夾鎢缺陷, 焊絲端部不得退出保護區(qū), 防止焊絲氧化。
質(zhì)保定燈箱護欄-燈箱護欄廠家")