


別再糾結于文字描述了,觀看視頻,讓耐磨板Q345B無縫鋼管庫存豐富產品為你展現真實魅力!
以下是:甘肅白銀耐磨板Q345B無縫鋼管庫存豐富的圖文介紹

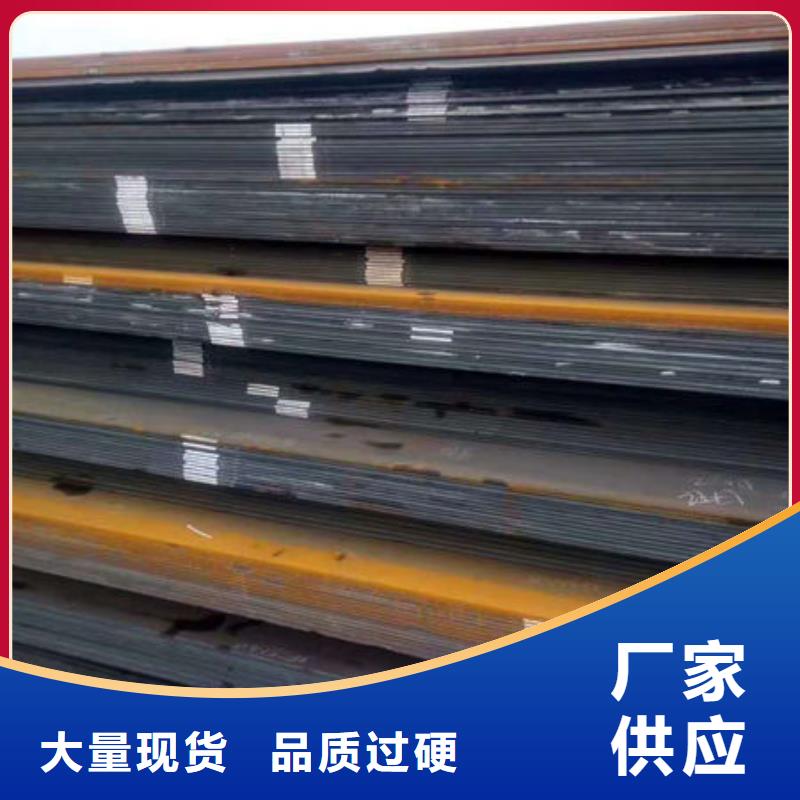
正是因為復合耐磨板在強度和耐磨性能方面非常突出,所以在冶金領域使用更為,能讓設備在性能方面保持更優良的效果,所以說我們在選擇的時候還是要更好進行處置,這對更好的保證肯定有很大的幫助,這對更好的效益很有幫助。 相對來說,更為靠譜的產品,在性能性方面的優勢將會更突出,是讓客戶更滿意的焦點。要是能在品質上更好進行選擇,還是得對產品供應商有更多的認識,以便能在整體重量上達到冶金制造的使用要求。由于復合耐磨板在剪切強度上更高,所以它能為冶金制造提供更大的幫助,還能讓冶金板材的性能更佳,所以說我們還是得根據實際需要來進行選擇,從而能讓耐磨性能優勢可以得到更為充分的發揮。 質優價廉的碳化鉻耐磨板備受青睞,其品質保障方面的非常突出,是更好效益的關鍵。知名度更高的耐磨板材,它在耐磨性能和可加工性方面更好,能夠進行更合適的剪切,還能更好來進行處置,這對更好的服務肯定有更大的幫助。 知名度更高的碳化鉻耐磨板在價格上更實惠,在品質上更佳,能滿足對各種物料進行處理,進而能在好面的特點有更不錯的體現。耐磨板的規格型 合適,質量過硬,那么選擇報價更低的品牌肯定很重要,這是更好效益的關鍵。


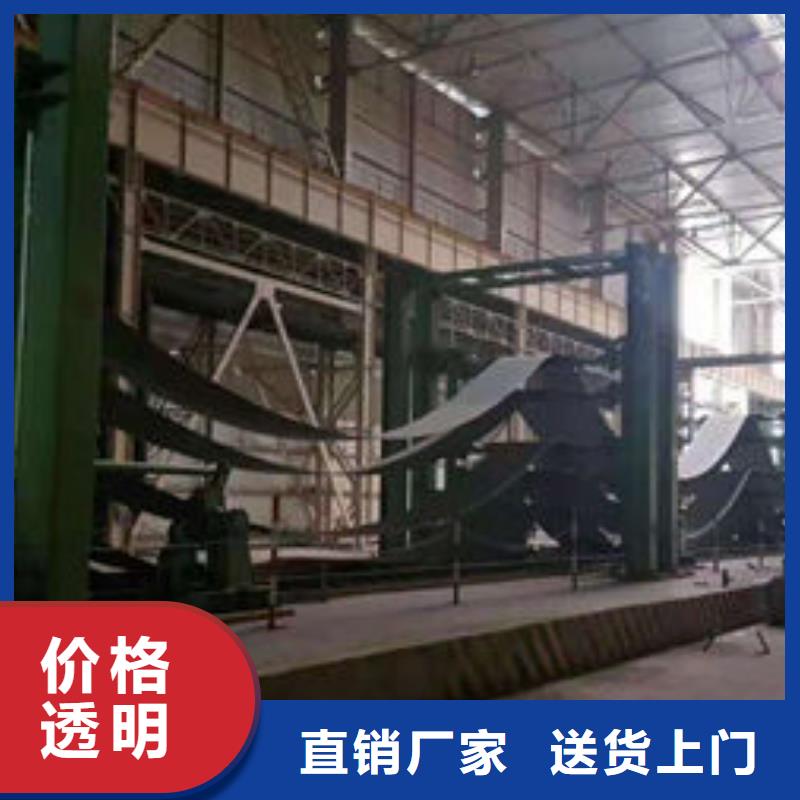
隨著焊速的,熔深和熔寬減小。焊接速度過高有可能產生咬邊。焊絲伸出長度:焊絲的伸出長度越長,焊絲的電阻熱越大,焊絲的熔化速度越快。焊絲伸出長度一般為13-25mm,視焊絲直徑等條件而定。焊絲伸出長度過長,會導致電弧電壓下降,熔敷金屬過多,焊縫成型不良,熔深小,電弧不;焊絲伸出長度過短,電弧易燒導電嘴,且金屬飛濺易塞噴嘴。 焊絲位置:焊絲軸線相對于焊縫中心線的角度和位置會影響焊道的形狀和熔深。當其他條件不變,焊絲由垂直位置變為后向焊法時,熔深增加,而焊道變窄且余高增大,電弧,飛濺小。焊接位置:射流過渡可適用于平焊、立焊、仰焊位置。 平焊時,耐磨襯板相對于水平面的斜度對焊縫成型、熔深和焊接速度有影響。若采用下坡焊,焊縫余高減小,熔深減小,焊接速度可以,有利于焊接薄的耐磨襯板;若采用上坡焊,重力使焊接金屬后流,熔深和余高增加,而熔寬減小。 短路過渡焊接可用于薄耐磨襯板的平焊和全位置焊。氣體流量:保護氣體從噴嘴可有兩種情況,較厚的層流或接近于紊流的較薄層硫。前者有較大的有效保護范圍和較好的保護作用。因此,為了得到層流的保護氣流,加強保護效果,需采用結構設計合理的焊和合適的氣體流量,氣體流量過大或過小皆會造成紊流。



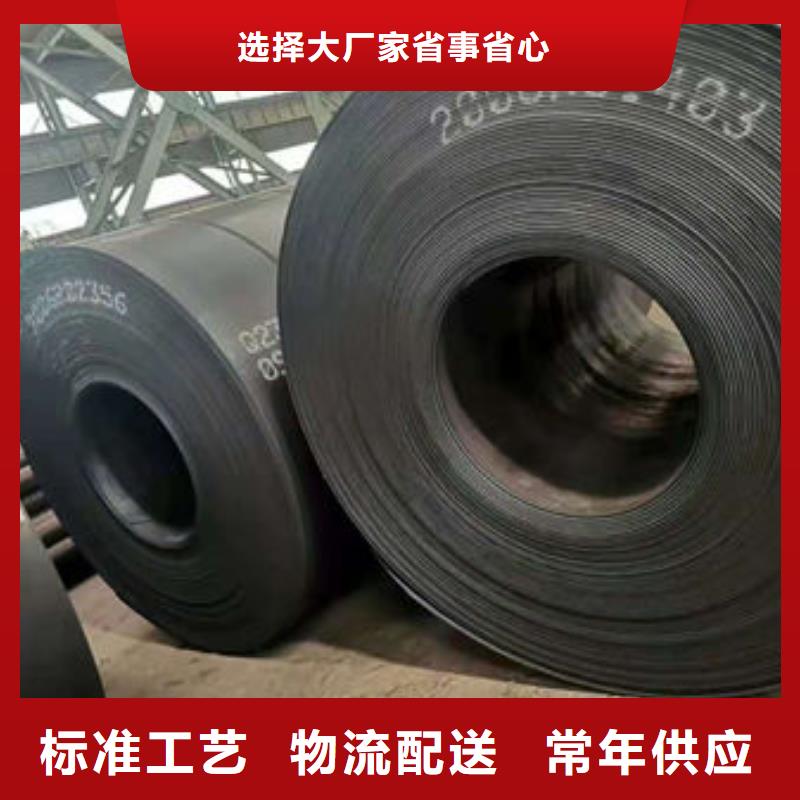
熔滴過度特性的影響焊接工藝參數對熔滴過渡特性影響很大,因此對冶金反應也必然發生影響。試驗表明,熔滴階段反應時間隨著焊接電流增大而變短,隨著電弧電壓的增加而變長。所以可以斷定反應進行的程度隨著焊接電流的增加而減小,隨電壓的增加而增大。 通過填充金屬過渡把所需要的合金元素加入到耐磨襯板中,配合堿性藥皮或低氧、無氧焊劑進行焊接或堆焊,從而把合金元素過渡到焊縫或堆焊熔敷金屬中。這種焊縫合金化的優點是焊縫成分均勻、可靠,合金損失少;缺點是制造工藝復雜,成本高。 對于合金元素含量高的脆硬耐磨板,因軋制和拔絲困難,不能采用這種方式。應用合金粉末涂敷過渡將需要過渡的合金元素按比例配制成具有一定粒度的合金粉末,把合金粉末輸送到焊接區或直接涂敷在耐磨襯板表面或坡口內,在焊接熱源的作用下與母材熔合后形成合金化的熔敷金屬。 這種合金化的優點是合金元素的比例調便,不必經過軋制、拔絲等工序,合金含量的損失小;缺點是合金成分的均勻性差,制粉工藝較復雜。通過藥皮、藥芯或焊劑過渡把所需要的合金元素以鐵合金或純金屬的形式加入到藥皮、藥芯或焊劑中。



融拓金屬材料(白銀市分公司)擁有專業的技術團隊,專業化服務營銷團隊,專業的工程施工團隊,專業的研發團隊,專業的 熱軋無縫鋼管產品生產基地,為客戶提供一站式服務。我們以“品質至上、誠信為本、創新制勝”為經營宗旨,堅持穩健發展及全國行銷策略,為客戶提供格式優良 熱軋無縫鋼管產品和的服務。


