13001305576

聯(lián)系我們

您可能對(duì)安順本地以下產(chǎn)品新聞也感興趣
更新時(shí)間:2025-06-13 05:45:24 ip歸屬地:安順,天氣:多云,溫度:17-27 瀏覽次數(shù):6 公司名稱:聊城 闊恒鑫旺(安順市分公司)
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 60/米 |
| 發(fā)貨期限 | 1-2天 |
| 供貨總量 | 12302 |
| 運(yùn)費(fèi)說(shuō)明 | 電議 |
| 小起訂 | 1 |
| 質(zhì)量等級(jí) | A級(jí) |
| 是否廠家 | 是 |
| 產(chǎn)品材質(zhì) | Q235B |
| 產(chǎn)品品牌 | 闊恒鑫旺 |
| 產(chǎn)品規(guī)格 | 108-1200mm |
| 發(fā)貨城市 | 天津 |
| 加工定制 | 是 |
| 產(chǎn)品型號(hào) | 齊全 |
| 是否進(jìn)口 | 否 |
| 材質(zhì) | Q235B 20# |
| 焊縫形式 | 直縫焊管/螺旋焊管 |
| 涂層 | 黑管/鍍鋅 |
| 截面形狀 | 圓管 |
| 品牌 | 闊恒鑫旺 |
| 連接方式 | 焊接式 |
| 用途 | 上水 濾水 降水等 |
| 直徑 | 59mm-1200mm |
| 長(zhǎng)度 | 1.5m-3m-4.5m-6m-12m |
| 抗拉強(qiáng)度 | 420MPa~540MPa |
| 加工服務(wù) | 深加工 |
| 執(zhí)行標(biāo)準(zhǔn) | 國(guó)標(biāo) |
| 貨物銷售類型 | 有貨 可定制 |
| 廠家 | 山東 天津 上海 |
| 范圍 | 800橋式濾水管生產(chǎn)基地位于【聊城】,供應(yīng)范圍覆蓋貴州省 貴陽(yáng)市、遵義市、安順市、銅仁市、六盤水市、畢節(jié)市、黔西南市、黔南市、黔東南市 西秀區(qū)、平壩區(qū)、普定縣等區(qū)域。 |



")
")
")
橋式濾水管質(zhì)量保證措施
(1)建立質(zhì)量管理體系,施工前,審核施工圖紙,結(jié)合現(xiàn)場(chǎng)實(shí)際地質(zhì)狀況,制定專業(yè)的施工降水方案和質(zhì)量訂劃,對(duì)施工人員進(jìn)行詳細(xì)的技術(shù)交流。
(2)根據(jù)抽水設(shè)備的能力,決定整個(gè)設(shè)備應(yīng)配備的水平降水管的數(shù)量。
(3)降水管在制作、安裝過(guò)程中應(yīng)輕輕放置,避免破損,并緊固過(guò)濾器及顯像片。
(4)使用的中沙、細(xì)砂必須經(jīng)過(guò)篩選以保證過(guò)濾效果。
(5)在施工中安排質(zhì)檢人員進(jìn)行過(guò)程控制,加強(qiáng)觀測(cè),做好原始記錄。
(6)橋式濾水管抽水設(shè)備可直接將水排到附近河道內(nèi),若遠(yuǎn)離河道,則排到集水槽內(nèi),從排水溝排出,集水槽和排水溝設(shè)置在建筑物輪廓外一定距離,防止浸水。
")
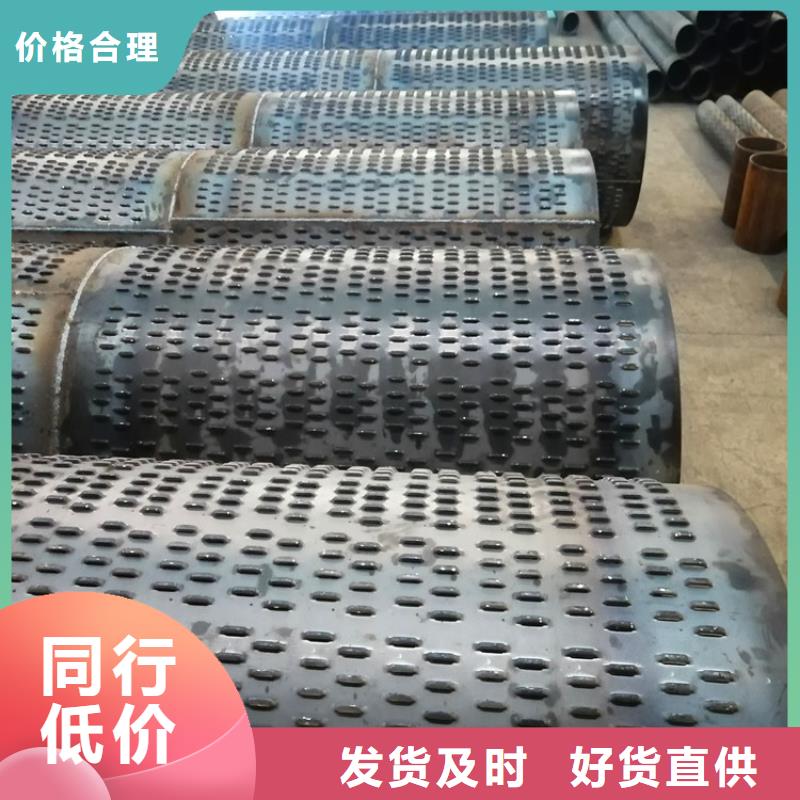
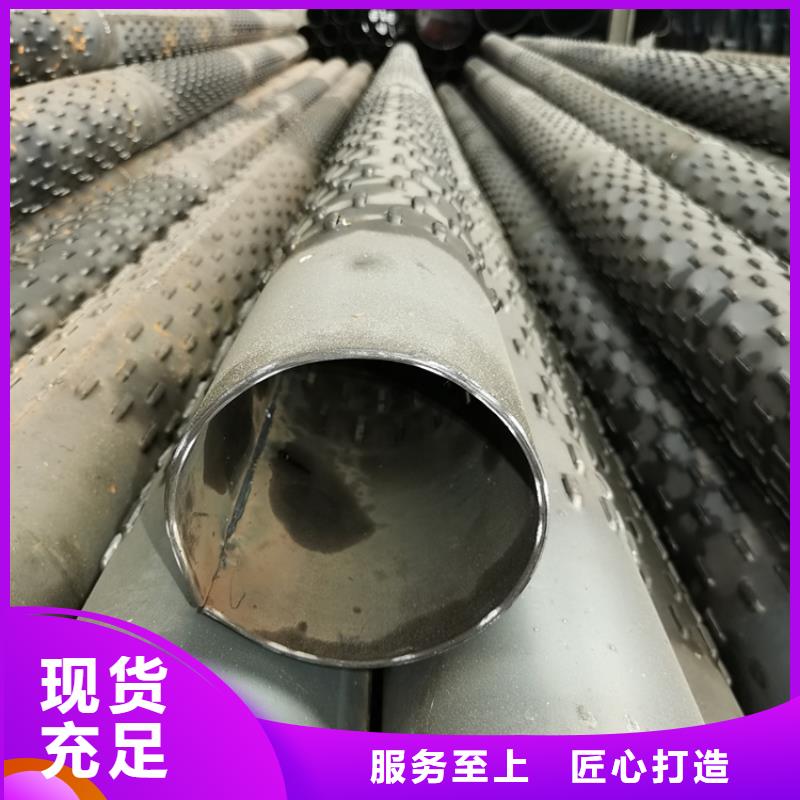
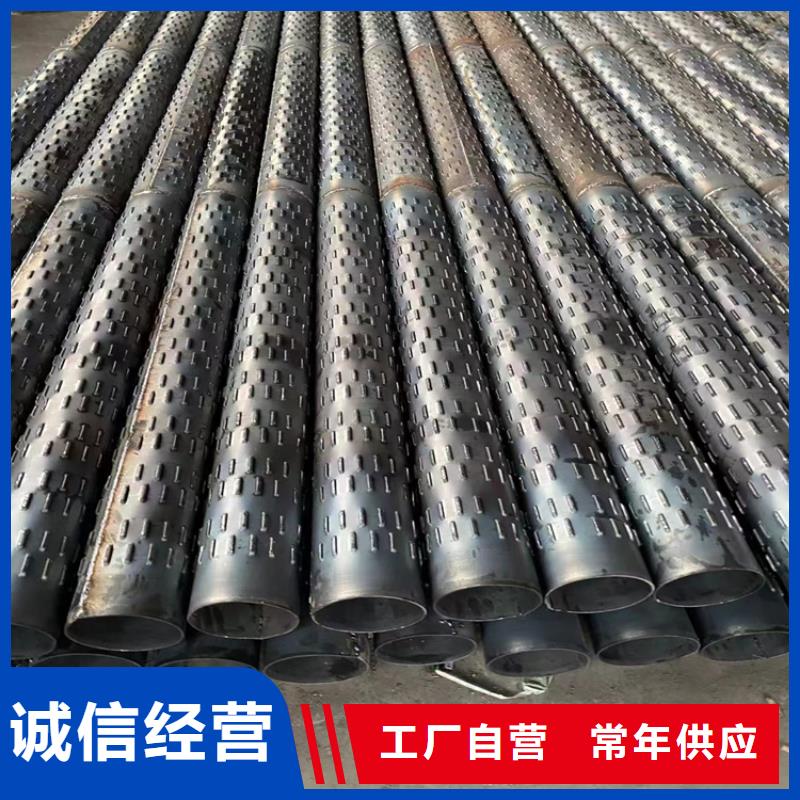
橋式濾水管特殊的結(jié)構(gòu),增強(qiáng)了管體強(qiáng)度,具有較高機(jī)械強(qiáng)度。濾水管的特殊孔形結(jié)構(gòu)起到了增強(qiáng)濾水器機(jī)械強(qiáng)度的效果。橋式濾水管.可鍍(涂)有不同的防腐層,提高壽命橋式濾水管性能橋式濾水管有較高的過(guò)水能力可獲得較的水源。橋式濾水管系采用鋼板沖孔、卷制而成,重量輕,價(jià)格低橋式濾水管是一種具有橋孔的濾水設(shè)備,它確保了地下水源的正常使用。已被我們廣泛使用,并取得了令人滿意的結(jié)果。它被稱為"理想井過(guò)濾器",而橋水過(guò)濾管是一種非常好的水過(guò)濾設(shè)備。
")
穿孔式橋式濾水管 穿孔式濾水管是在井管上構(gòu)成一定幾何形狀和一定規(guī)律布置的進(jìn)水孔眼而成。這種掛水管只能直接使用于粗砂以上的含水層中。因其進(jìn)水孔眼的幾何形狀不同,大致又可分為兩種: 圓孔式濾水管這是歷史簡(jiǎn)單的一種型式。其孔眼可很據(jù)不同管材而用不同方法制成。一般對(duì)金屬管和石棉水泥管多用鉆孔或沖壓而成,而對(duì)混凝土管只能在澆筑成型時(shí)預(yù)留圓孔。其孔眼的大小主要按含水層的順粒粒徑而定,進(jìn)水孔眼在管壁上的布置形式,通常多采用交錯(cuò)的梅花形。進(jìn)水孔眼的相互位置,還可以分為等映三角形與等邊三角形兩種。這樣初步選定出進(jìn)水孔眼布置的水平與垂直孔距后,還應(yīng)按對(duì)不同管材所要求的開(kāi)孔率再加以調(diào)正,調(diào)整使其孔距基本為整數(shù)時(shí)以便于加工。
")
橋式濾水管從焊接工藝而言,螺旋焊管與直縫鋼管的焊接方法一致,但直縫焊管不可避免地會(huì)有很多的丁字焊縫,因此存在焊接缺陷的機(jī)率也大大提高,而且丁字焊縫處的焊接殘余應(yīng)力較大,焊縫金屬往往處于三向應(yīng)力狀態(tài),增加了產(chǎn)生裂紋的可能性。而且,根據(jù)埋弧焊的工藝規(guī)定,每條焊縫均應(yīng)有引弧處和熄弧處,但每根直縫焊管在焊接環(huán)縫時(shí),無(wú)法達(dá)到該條件,由此在熄弧處可能有較多的焊接缺陷。
")