





平方管報(bào)價(jià)")
平方管報(bào)價(jià)")
平方管報(bào)價(jià)")
平方管報(bào)價(jià)")
平方管報(bào)價(jià)")
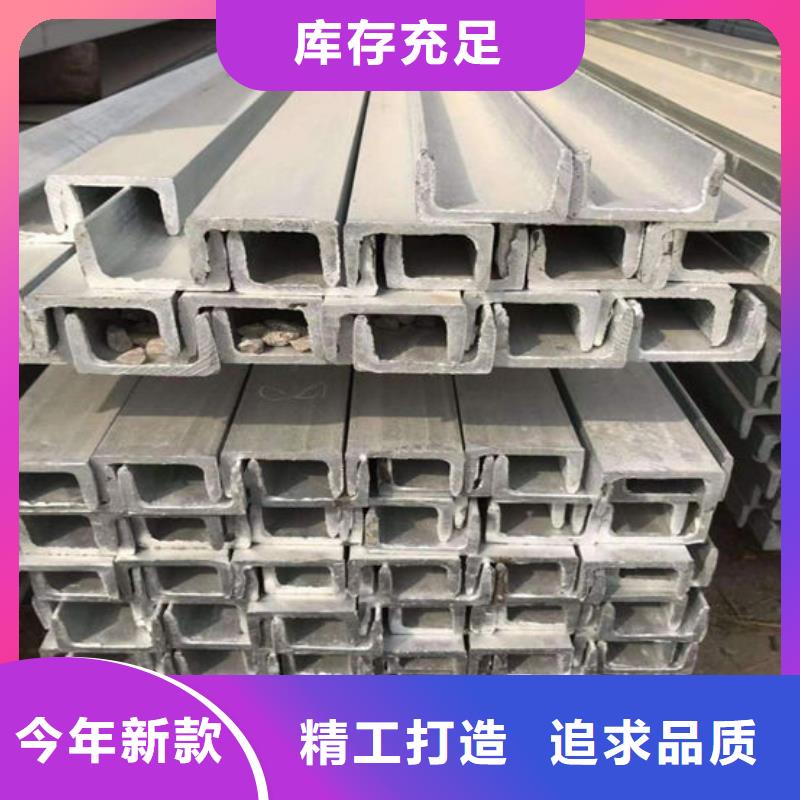
方形管常用規(guī)格(axbxt) 45a——q345d) 180*1 12 90* r /> 280*28 sp; 40*40*3- 4-14 50*50*4-8 30* -30 90*90*4-12&nbs r /> 2、矩形管常 a——q345d)500*60 -10 40 bsp; 140*80*4-12 &n bsp; 30*50*3 br /> 300*1 0 bsp; 60*40*4-8 &nbs本產(chǎn)品廣泛應(yīng)用于建筑工程、橋梁、鋼結(jié)構(gòu)網(wǎng)架、車輛業(yè)、機(jī)械行業(yè)、石油設(shè)備、石化設(shè)備、核工業(yè)、船舶、市政工程、等各行業(yè)。 近年來(lái),鐵路客運(yùn)的 速度一直在提高,從250km/h到目前的350km/h,這對(duì)高鐵所用的相關(guān)材料提出了新的苛刻要求。其中,扣件系統(tǒng)作為固定軌道和枕木的零件,其質(zhì)量的好壞關(guān)系著高速鐵路的問(wèn)題。扣件系統(tǒng)中 重要的一部分是條。影響條疲勞壽命的因素較多,如熱時(shí)產(chǎn)生的折疊、裂紋、熱方法不當(dāng)及元素偏析等,鋼材在熱過(guò)程中的脫碳都會(huì)損害條的疲勞性能。平方管報(bào)價(jià)")
普通碳素鋼材相對(duì)于其他鋼材來(lái)講,在強(qiáng)度、剛度、成本和耐久性等方面都具有較好的性能,而且其熔點(diǎn)也較 高。普通碳素鋼的提煉方法已經(jīng)非常成熟,技術(shù)穩(wěn)定,所 以在汽車、航空等多種領(lǐng)域得到了廣泛的使用。但是由于 普通碳素鋼的剛性較強(qiáng),缺乏抗變形的能力,這就使得對(duì) 其進(jìn)行加工的過(guò)程中難度比較大,不利于軋制成型。另一 方面,因?yàn)槠胀ㄌ妓劁撛谶M(jìn)行軋制的工藝時(shí),容易受到溫 度等方面的影響。對(duì)于數(shù)量較小、種類較多的線材,其加 工的難度就比較大,成本也相應(yīng)的會(huì)得到大幅度的。因此,在現(xiàn)有的工藝當(dāng)中,如何對(duì)普通碳素鋼線材的工藝 進(jìn)行和優(yōu)化,以滿足不同產(chǎn)品的需求,提高普通碳素 鋼的加工水平是非常重要的,也是非常具有意義的,也拓 展了軋制機(jī)的發(fā)展。現(xiàn)有比較常用的機(jī)組的工 業(yè)進(jìn)行分析,其軋制的鋼件具有非常好的均勻壓縮性。有 效的改善了高速線材的塑性特點(diǎn),改良了其加工難度大的 缺點(diǎn),這樣對(duì)于普通碳素鋼的軋制過(guò)程具有重要的意義。其軋制的鋼材在精度和均勻程度上都有了較大的。通 過(guò)對(duì)普通碳素鋼進(jìn)行加工,能夠有效的該產(chǎn)品的工 藝,從而生產(chǎn)性能優(yōu)質(zhì)的產(chǎn)品在高速線材。在軋制過(guò)程中, 主要受到初軋、精軋和吐絲溫度的影響。平方管報(bào)價(jià)")
線材軋制新工藝粗軋機(jī)組、中軋機(jī)組均為短應(yīng)力線軋機(jī)呈平立交替布置每架軋機(jī)采用直流電機(jī)經(jīng)組合齒輪箱單獨(dú)傳動(dòng)立式軋機(jī)為上傳動(dòng)。這種軋機(jī)剛度大、軋制產(chǎn)品精度高、設(shè)備重量輕、換輥(換機(jī)架)時(shí)間短已成為目前世界上中小型軋機(jī)使用較多的一種主導(dǎo)機(jī)型。為改善軋件頭尾溫差大,對(duì)于奧氏體、高合金工具鋼等難變形鋼類鋼材,軋件頭尾溫差直接影響軋制過(guò)程中的變形,同時(shí)要實(shí)現(xiàn)尺寸精度高,金相組織均勻的要求,為此該軋線的中軋機(jī)組前設(shè)置電感應(yīng)加熱爐控制溫度(可補(bǔ)償100℃一200℃),充分減少鋼坯的頭尾溫差。脫頭軋制也就是粗軋機(jī)組與中軋機(jī)組間不發(fā)生連軋關(guān)系,采用脫頭軋制技術(shù)的典型特殊鋼棒線材(高速工具鋼、奧氏體、馬氏體不銹鋼、易切削鋼)。平方管報(bào)價(jià)")
常見的鋼管切割方式有鋸切割、等離子切割、液壓切割、激光切割。激光切割精度和效率 ,但設(shè)備價(jià)格也相當(dāng)貴正常幾十萬(wàn)以上,適用于附加值特別高的精度要求極高的鋼管加工;水切割機(jī)切割管口能做到無(wú)屑無(wú)毛刺且不變形,精度一般能達(dá)到±0.05mm,價(jià)格不高約幾萬(wàn)一臺(tái),鋼管切割應(yīng)用相對(duì)廣泛;等離子切割機(jī)價(jià)格也不高約幾萬(wàn)一臺(tái),常用于切割厚壁鋼管鋼材(正常可切割35mm壁厚以下結(jié)構(gòu)用鋼材,切割厚度理論可達(dá)180~200mm),不過(guò)切口處容易形成拉口,切口表面質(zhì)量需要嚴(yán)格控制。對(duì)于手工切割和自動(dòng)切割,一般手工切割使用人工上料,其上料和控制切割效率相對(duì)較低,而自動(dòng)切割需要注意控制鋼管進(jìn)給的長(zhǎng)度(損耗),目前切割在門市多為單支管切割,加工廠正常是整捆切割。平方管報(bào)價(jià)")
