

別再等待了,僅僅一分鐘,就能通過我們的TPOTPO防水卷材不斷創(chuàng)新產(chǎn)品視頻探索到無數(shù)令人心動的細(xì)節(jié)和亮點。
以下是:遼寧鞍山TPOTPO防水卷材不斷創(chuàng)新的圖文介紹

新")
新")
2、均質(zhì)型TPO防水卷材,用于細(xì)部節(jié)點處理。
輔材:收口壓條、TPO專用清洗劑、TPO專用膠粘劑、TPO專用密封膠等。
施工前應(yīng)將卷材及系統(tǒng)配套材料準(zhǔn)備齊全;并檢驗質(zhì)量是否符合相關(guān)標(biāo)準(zhǔn)。密封膏、膠粘劑、清洗劑應(yīng)存放在陰涼、干燥的庫房,并配備足夠的消防器材,避免陽光暴曬。不要破壞TPO卷材原始包裝,并貯存在陰涼處,并加以覆蓋。
2)施工機具準(zhǔn)備
施工前應(yīng)準(zhǔn)備齊全必要的施工機具,確保施工機具完好。
3)技術(shù)準(zhǔn)備
施工項目部在施工前應(yīng)根據(jù)施工現(xiàn)場實際情況,與業(yè)主單位協(xié)商節(jié)點做法,并取得相關(guān)單位確認(rèn)。
新")
新")
新")
TPO防水卷材搭接縫采用熱風(fēng)焊接,強于母材強度的熱風(fēng)焊接接縫,接縫剝離強度高,形成可靠密封防水層。
優(yōu)異的低溫性能
-40℃下仍保持柔韌性,可滿足極寒地區(qū)的使用要求。
耐腐蝕
具有的耐化學(xué)和生物腐蝕性,能滿足酸堿鹽等環(huán)境下的使用要求。
節(jié)能環(huán)保有良好的隔熱效果
淺色表面具有出色的反射率,可反射大部分陽光輻射,降低能源消耗。
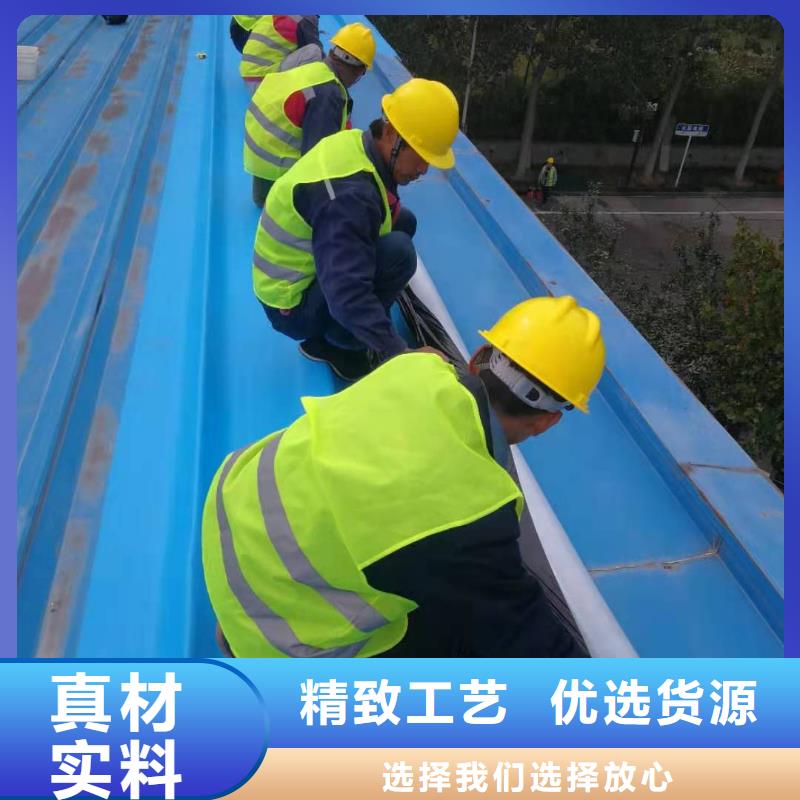
無穿孔熱磁焊: 無穿孔機械固定系統(tǒng)是基于電磁感應(yīng)焊接 技術(shù)的機械固定系統(tǒng)。使用時,僅需將焊接工具直接置于卷材上(覆蓋特殊涂層的墊片處),啟動工具,5 秒左右后(根據(jù)環(huán)境溫度、卷材厚度及電源功率的不同,時間略有差異),卷材底部即與墊片頂部焊接成功。然后將磁性冷卻鎮(zhèn)壓器置于墊片上45-60 秒,以強化焊接效果
優(yōu)異的低溫性能
-40℃下仍保持柔韌性,可滿足極寒地區(qū)的使用要求。
耐腐蝕
具有的耐化學(xué)和生物腐蝕性,能滿足酸堿鹽等環(huán)境下的使用要求。
節(jié)能環(huán)保有良好的隔熱效果
淺色表面具有出色的反射率,可反射大部分陽光輻射,降低能源消耗。
無穿孔熱磁焊: 無穿孔機械固定系統(tǒng)是基于電磁感應(yīng)焊接 技術(shù)的機械固定系統(tǒng)。使用時,僅需將焊接工具直接置于卷材上(覆蓋特殊涂層的墊片處),啟動工具,5 秒左右后(根據(jù)環(huán)境溫度、卷材厚度及電源功率的不同,時間略有差異),卷材底部即與墊片頂部焊接成功。然后將磁性冷卻鎮(zhèn)壓器置于墊片上45-60 秒,以強化焊接效果
新")
新")
1.先進生產(chǎn)設(shè)備、檢測設(shè)施,保證所供應(yīng) PVC防水卷材的質(zhì)量。 2.心貼心的服務(wù),解決客戶難題,實現(xiàn)一站式采購。 3.良好的 PVC防水卷材原產(chǎn)地優(yōu)勢,以及便利的交通,讓我們能夠有效快捷的滿足 PVC防水卷材客戶要求。 桓禹建筑工程(鞍山市分公司)立信于心的經(jīng)營理念,本著做商先做人的態(tài)度,全心全意為客戶服務(wù)努力做到質(zhì)量更好,效率更高,服務(wù)優(yōu)良。我們一定能夠成為您生意場上輝煌騰飛的助力,實現(xiàn)共同發(fā)展.
新")
新")
新")
)溫度設(shè)定
焊接的溫度及速度由環(huán)境溫度、風(fēng)力、卷材溫度所決定,每天正式開始焊接前或氣溫急劇變化后,必須進行試焊,以確定 的焊接溫度及速度。
4)卷材的焊接
? 所有接縫相交處,用硅酮輥滾壓縫以保證熱空氣焊縫的連續(xù)縫。TPO卷材多層厚度引起的表面不規(guī)則,可能造成假焊。
? 保證熱焊接區(qū)無折皺,在搭接區(qū)的折皺必須切掉。
5)手持焊接機的設(shè)定
? 用于泛水焊接時手持焊接機的溫度應(yīng)設(shè)定為“5”。
? 用于卷材焊接時手持焊接機的溫度設(shè)定為“6”。
? 硅酮輥應(yīng)始終沿垂直于卷材的焊接縫或泛水方向進行滾壓。
點擊查看桓禹建筑工程(鞍山市分公司)的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】