


nmgsy<阿拉善>神悅鋼材有限公司
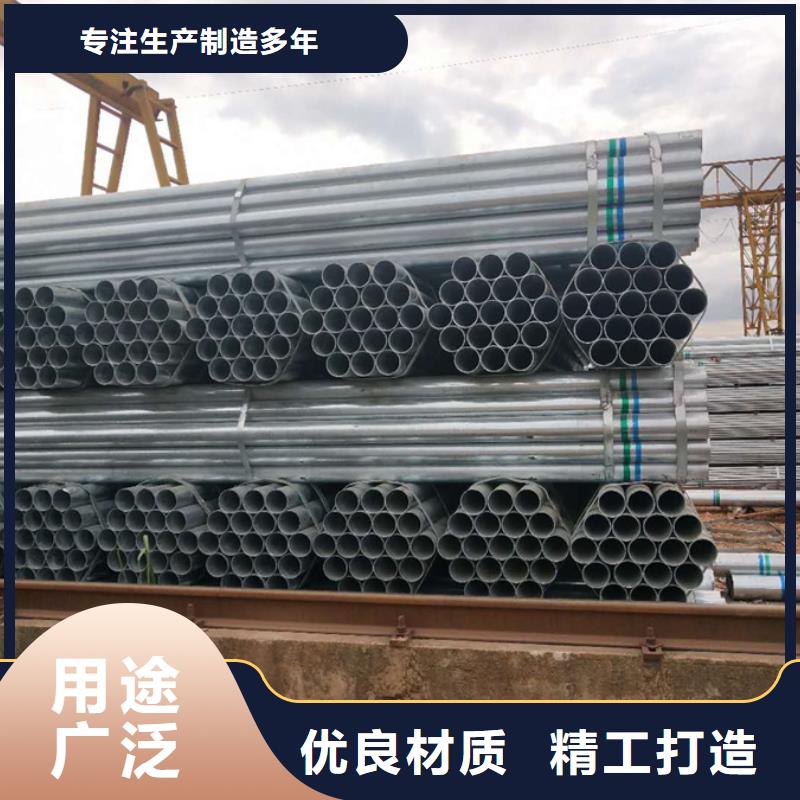
阿拉善鍍鋅管無論涂層質量好壞,涂層是鍍鋅無縫管生產中的關鍵工序。 直接影響到鍍鋅無縫管裝飾設計的實際效果。影響鍍鋅無縫管涂層質量的關鍵因素有四個。自然通風特性保證了鍍鋅無縫管的涂層表面質量不會受到環境的污染。此外,加工工藝標準因溫度變化而立即發生變化。建筑涂料原料和鍍鋅無縫管是整個涂裝過程中影響涂裝質量的要素,因為建筑涂料批號中間存在偏色現象,建筑涂料的粒徑不足,涂料率不高。 溶劑和分層的協調性不好,會立即影響涂料的實際效果,造成缺點。合金鋁板的凹凸不平、膜厚不均、邊緣拉伸應變不良也會立即影響產品質量和整體應用。因此,在選擇原料時,應嚴格控制。機械設備涂裝線規定涂裝機械設備完好,鍍鋅無縫管涂裝機械設備運行平穩,不得有水平和垂直振動,要求涂裝輥仔細地面。涂布機的所有輥子都是水平的,振動必須控制在允許的范圍內,否則會嚴重影響涂布表面的質量。
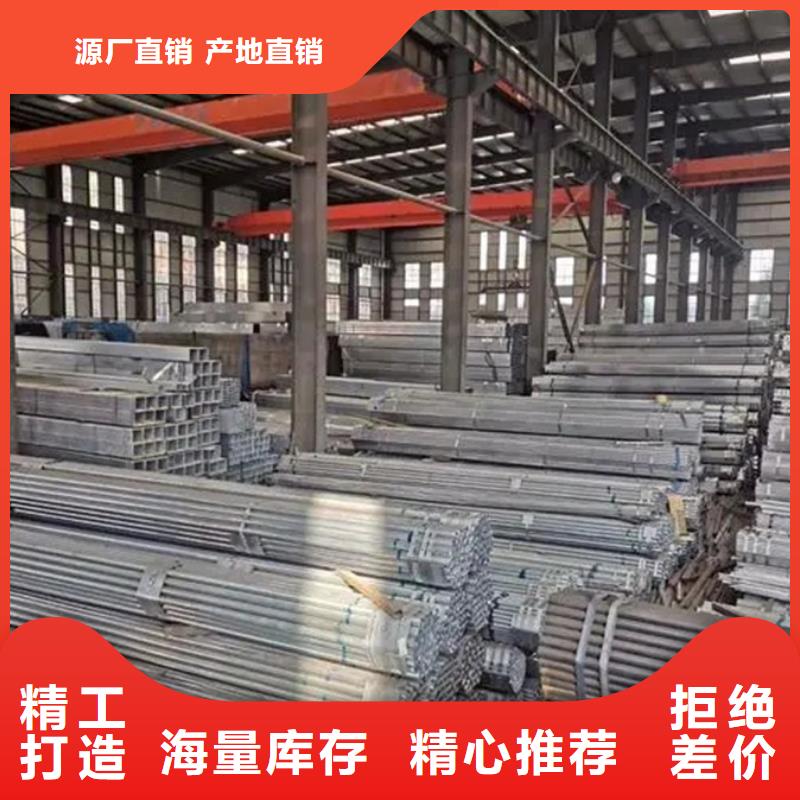
阿拉善鍍鋅無縫管的工作壓力指標不是一個固定值,而是要根據鍍鋅無縫管的實際活動而變化。 以下是鍍鋅無縫管工作壓力指標的定義類別:當工作壓力P<7Mpa時,該指標為S=8; 當7<鍍鋅無縫管工作壓力P<17.5時,該指標為S=6; 當工作壓力P>17.5時,該指標為S=4。 以上就是一般鍍鋅無縫管驗收負擔的主要進展和主要計算方法。 只要鍍鋅無縫管的驗收工作壓力繼續提高,其特性就會得到充分發揮。 阿拉善鍍鋅管在生產過程中,如果生產工藝不合理,機器參數設置不當,就會出現偏差,尤其是大口徑友發鍍鋅管,也就是常說的錯邊現象。友發鍍鋅管反面 對于生產后出現反面的友發鍍鋅管,處理方案如下:將反面位置修平,然后進行補焊。如果經常出現錯誤的一面,只能更換設備。友發鍍鋅管出現反面后,分析反面的原因是非常有必要的。以下是錯誤一側的常見原因。鋼帶的彎度是造成鋼管錯位的重要因素。在螺旋焊管的成型過程中,鋼帶的彎度會不斷地改變成型角度,從而導致焊縫間隙的變化,從而導致開孔、錯位甚至重疊。


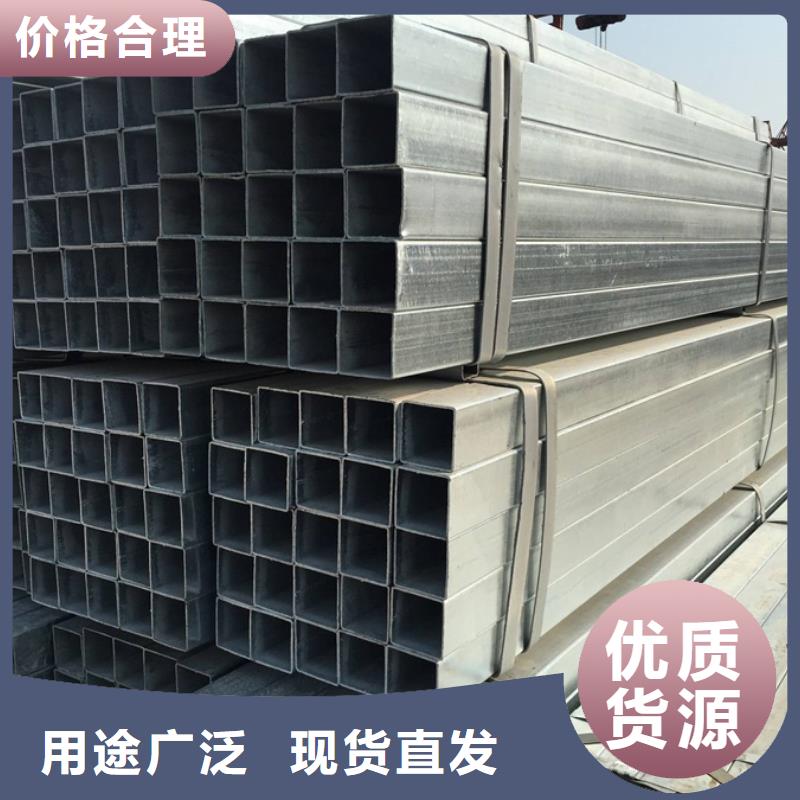
今年淡季沒有提前透支需求,阿拉善鍍鋅管市場對旺季鋼材需求逆轉仍有一定預期。 由于現貨鋼材市場疲軟,經濟復蘇受阻; 期貨市場尾盤十天以來,鋼鐵產業鏈品種不斷跌破,屢創新低; 掛牌以來,鐵礦石主力合約大跌近600點,導致現貨市場商家信心大幅下滑,套現止損操作加速。 而主流觀點認為,市場短期內不具備反彈的條件,且弱勢震蕩下行是大概率事件,因此現貨市場價格仍有較大波動。 受原材料影響。 熱相比普通的無縫管具有很多的優勢,今天阿拉善鍍鋅方管廠就來為您詳細介紹一下。熱主要用于水、氣等一般低壓流體的鋼管。 在正常工作環境下,鍍鋅層厚度70μm以上的熱鍍鋅方管可使用50年。 區別在于熱鍍鋅方管是直縫焊管,而鍍鋅方管是無縫管。 熱鍍鋅方管和熱鍍鋅方管必須是無縫熱鍍鋅方管。 其強度高于普通熱鍍鋅方管。 普通熱鍍鋅方管一般為直縫焊管。 無縫管鍍鋅是應客戶要求進行的,市場上沒有現貨。 這主要取決于你的使用。 如果不便宜,當然可以使用無縫熱鍍鋅方管。
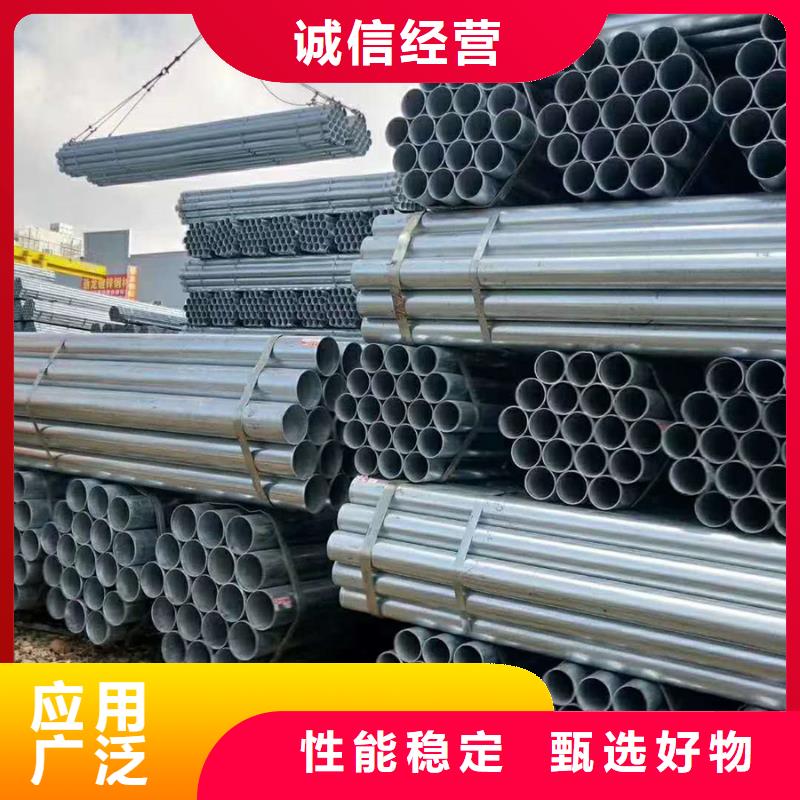
阿拉善熱鍍鋅管焊接內開口時, 層至第三層必須小規格操作,因為其焊接是影響焊接變形的首要原因。 焊接一到三層后,清潔反面。 應用碳弧氣刨去除根部后,需要對焊縫進行機械設備打磨拋光,梳理焊縫表面進行滲氮處理,露出金屬織構,防止表面碳化樂觀而產生裂紋 . 外口要焊一次,內口會有一些余料。焊接第二層鍍鋅無縫管時,焊接方向應與 層相反,以此類推。 華爾鋼熱鍍鋅鋼管每層焊接接頭應間隔15-20mm。焊接鍍鋅無縫管時,兩名焊工的焊接電流、焊接速度和焊接疊數應保持一致。 焊接時,焊接應從起弧板開始,在起弧結束板上結束。焊接后切斷并打磨和拋光清潔。 焊后熱處理:熱處理工藝應在焊縫焊好后12小時內進行。 如果不能立即進行熱處理工藝,應采用保溫、緩冷等方法。 調質處理完畢后,應使用兩個熱電阻測溫,將熱電阻焊在焊縫的兩側。
