



想知道合金翅片管近期行情產品有多棒?看視頻就夠了,它比千言萬語都更有說服力!
以下是:內蒙古阿拉善合金翅片管近期行情的圖文介紹
建順金屬制品(阿拉善市分公司)成立十余年,始終將“創新、質量、誠信、服務”作為企業矢志不渝的發展宗旨。不斷研制開發 散熱器產品,為用戶提供成熟穩定的行業解決方案。主要技術人員均有5年以上研發經驗,具備豐富的實踐經驗和項目設計能力。并與高校和科研機構聯合,組成一支多專業的研發團隊,為公司的 散熱器產品創新和穩定發展提供了持續的能量。

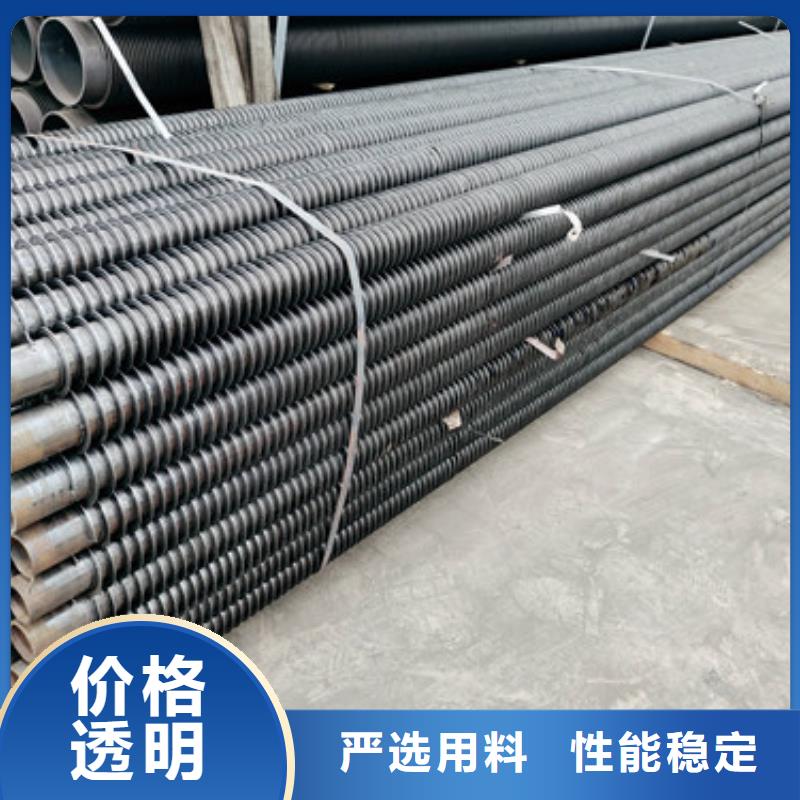
1、內蒙古阿拉善當地翅片管因焊接速度快,焊件自冷作用強,故不僅熱影響區小,而且還不易發生氧化,因此焊縫的組織和性能十分優良。2、內蒙古阿拉善當地 防腐性能、內蒙古阿拉善當地耐磨性能、內蒙古阿拉善當地低的接觸熱阻 、內蒙古阿拉善當地高的穩定性、內蒙古阿拉善當地防積灰能力。3、內蒙古阿拉善當地換熱面積大。高頻焊分高頻電阻焊和高頻感應焊兩種。①高頻電阻焊:用滾輪或接觸子作為電極將高頻電流導入工件,適用于管子的連續縱縫對焊和螺旋搭接縫焊、內蒙古阿拉善當地鍋爐鰭片管和換熱器螺旋翅片的焊接,可焊管子外徑為1200毫米,壁厚為16毫米,工字鋼的腹極厚度可焊9.5毫米,生產率很高。②高頻感應焊:用感應線圈加熱工件,可焊接外徑為9毫米的小直徑管和壁厚為 1毫米的薄壁管。常用于中小直徑鋼管和黃銅管的縱縫焊接,也可用于環縫焊接,但功率損耗比高頻電阻焊大。影響高頻焊接質量的主要參數是高頻電源的頻率、內蒙古阿拉善當地功率、內蒙古阿拉善當地工件成形角度、內蒙古阿拉善當地擠壓力、內蒙古阿拉善當地電極(或感應圈)與擠壓輥之間的距離和焊接速度。主要設備有高頻電源、內蒙古阿拉善當地工件成形設備和擠壓機械裝置。高頻焊質量穩定,生產率高,成本較低。適用于率自動生產線,是生產有縫管的先進方法。


內蒙古阿拉善翅片管換熱管是換熱器的元件之一,置于筒體之內,用于兩介質之間熱量的交換。具有很高的導熱性和良好的等溫性。它是一種能快速將熱能從一點傳至另一點的裝置,而且幾乎沒有熱損耗,因此它被稱作傳熱超導體,其導熱系數為銅的數千倍。除光管外,換熱器還可采用各種各樣的強化傳熱管,如翅片管、內蒙古阿拉善螺紋管、內蒙古阿拉善螺旋槽管等。當管內直徑兩側給熱系數相差較大時,翅片管的翅片應布置在給熱系數低的一側。換熱管常用的尺寸(外徑x壁厚)主要為Φ19mmx2mm、內蒙古阿拉善Φ25mmx2.5mm和Φ38mmx2.5mm的無縫鋼管以及Φ25mmx2mm和Φ38mmx2.5mm的不銹鋼管。標準管長有1.5、內蒙古阿拉善2.0、內蒙古阿拉善3.0、內蒙古阿拉善4.5、內蒙古阿拉善6.0、內蒙古阿拉善9.0m等。采用小管徑,可使單位體積的傳熱面積增大、內蒙古阿拉善結構緊湊、內蒙古阿拉善金屬耗量減少、內蒙古阿拉善傳熱系數提高。據估算,將同直徑換熱器的換熱管由Φ25mm改為Φ19mm,其傳熱面積可增加40%左右,節約金屬20%以上。但小管徑流體阻力大,不便清洗,易結垢堵塞。一般大直徑管子用于粘性大或污濁的流體,小直徑管子用于較清潔的流體。



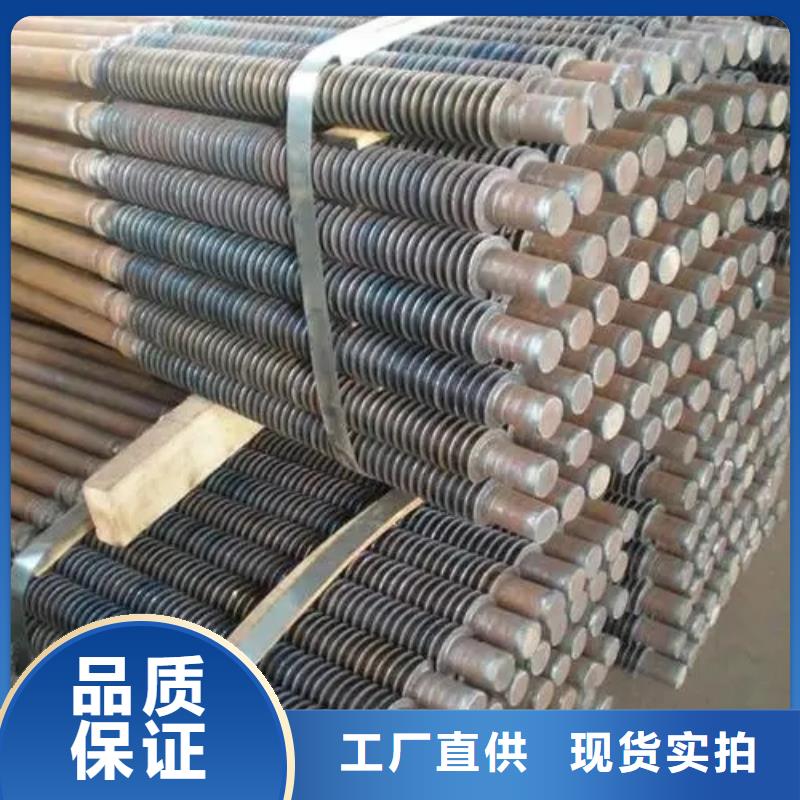
1、內蒙古阿拉善本地翅片管按結構型式分類從結構型式上翅片管可分為縱向和徑向兩種基本類型,其他型式均為這兩類的發展和變形,例如大螺旋角翅片管接近縱向,小螺旋角翅片管接近徑向翅片的形狀有圓形、內蒙古阿拉善本地矩形和針形。此外,翅片可設置在管外,稱外翅片管;也可設置在管內,稱內翅片管或內外兼有。2、內蒙古阿拉善本地按制造工藝分類按制造工藝可把翅片管分類為整體翅片管、內蒙古阿拉善本地焊接翅片管、內蒙古阿拉善本地高頻焊翅片管和機械連接翅片管。(1)整體翅片管,由鑄造、內蒙古阿拉善本地機械加工或軋制而成,翅片與管子為一整體。(2)焊接翅片管,使用釬焊或惰性氣體保護焊等工藝制造。現代焊接技術可使不同材料的翅片連接在一起,并能將翅片管制造得簡單、內蒙古阿拉善本地經濟,具有較好的傳熱及機械性能,已被廣泛應用。由于焊縫中殘渣不利于傳熱,甚至會引起斷裂,因此在生產這類翅片管時必須保證焊接工藝質量。(3)高頻焊翅片管,利用高頻發生器產生的高頻電感應,使管子表面與翅片接觸處產生高溫,在10μm左右的深度范圍內使兩者溶化,再加壓使翅片與管子連為一體。無焊劑,也無焊料,制造簡單,生產率高,傳熱及機械性能優良。這是為理想的一類翅片管,正為廣大用戶認識和采用。(4)機械連接翅片管,通常有繞片式、內蒙古阿拉善本地鑲嵌式、內蒙古阿拉善本地套片式或串片式等三種類型。繞片式翅片管制造簡單,把金屬帶用機械或焊接方式周定于管子一端,借管子轉動力矩將金屬帶緊緊地纏繞于管外壁,另一端固定即成繞片式翅片管。繞片的材料可以是銅帶、內蒙古阿拉善本地鋼帶或者鋁帶。



