您的位置>首頁 >阿拉善當地產品頻道 >
滾絲機-自主研發
更新時間: 2025-06-09 05:55:34 ip歸屬地:阿拉善,天氣:晴,溫度:17-30 瀏覽次數:5
以下是:內蒙古阿拉善市滾絲機-自主研發的產品參數
| 產品參數 |
|---|
| 產品價格 | 1元/個 |
|---|
| 發貨期限 | 1-7 |
|---|
| 供貨總量 | 50000 |
|---|
| 運費說明 | 電聯 |
|---|
| 質量等級 | A |
|---|
| 是否廠家 | 是 |
|---|
| 產品材質 | 齊全 |
|---|
| 產品規格 | 齊全 |
|---|
| 發貨城市 | 全國 |
|---|
| 產品產地 | 齊全 |
|---|
| 產品型號 | 齊全 |
|---|
| 可售賣地 | 全國 |
|---|
| 是否進口 | 否 |
|---|
| 范圍 | 滾絲機-生產基地位于【聊城】,供應范圍覆蓋內蒙古 呼和浩特市、包頭市、烏海市、赤峰市、通遼市、鄂爾多斯市、呼倫貝爾市、烏蘭察布市、興安市、錫林郭勒市、阿拉善市 等區域。 |
|---|
以下是:內蒙古阿拉善市滾絲機-自主研發的圖文視頻
導讀 【云海旭】為客戶提供多樣化產品,包括呼和浩特鋼筋套筒批發、包頭正反絲鋼筋套筒、烏海墩粗鋼筋套筒、興安冷鐓鋼筋套筒等,適配多元場景需求。滾絲機-自主研發,云海旭金屬材料(阿拉善市分公司)專業從事滾絲機-自主研發,聯系人:馬經理,發貨地:經濟開發區嶗山路1號,以下是滾絲機-自主研發的詳細頁面。 內蒙古自治區,阿拉善盟 早在舊石器時代,境域就有人類活動。西漢名將霍去病入居延收復河西。元代設亦集乃路總管府。清代設阿拉善和碩特旗和額濟納舊土爾扈特旗兩個特別旗。1949年阿拉善和碩特旗、額濟納土爾扈特旗和平解放。1980年5月成立阿拉善盟。巴彥浩特鎮東距北京市1131千米、呼和浩特市723千米,東南至銀川市114千米、西安市817千米,西南至蘭州市520千米。
云海旭金屬材料有限公司

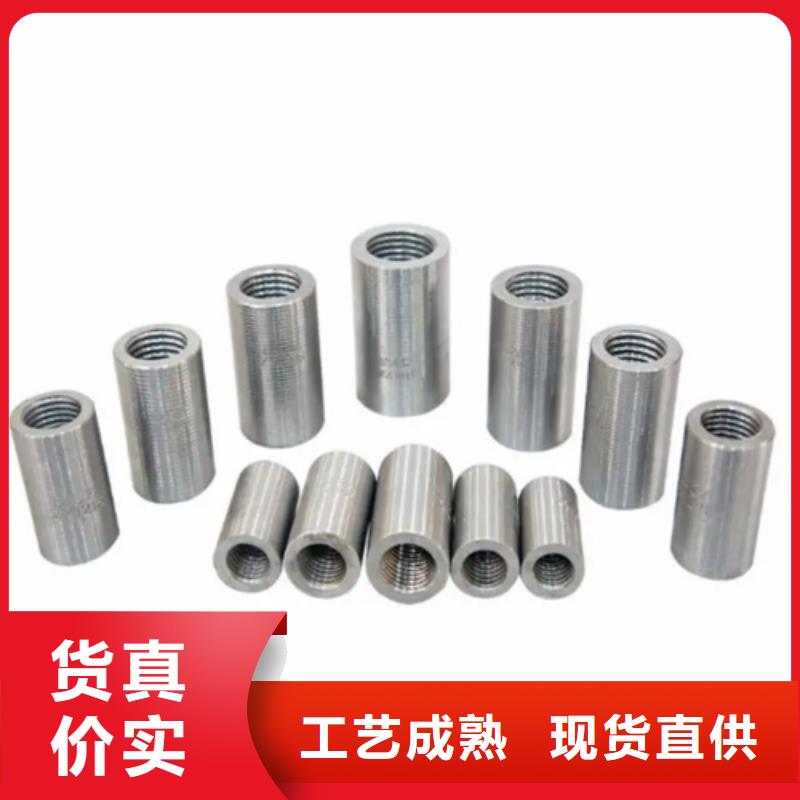
鋼筋套筒滾壓直螺紋連接工藝流程:鋼筋切割→滾壓螺紋→絲頭檢查→現場絲接2、操作工藝:鋼筋滾壓直螺紋連接,是采用專門的滾壓機床對鋼筋端部進行滾壓,螺紋一次成型。鋼筋通過滾壓螺紋,螺紋底部的材料沒有被切削掉,而是被擠出來,加大了原有的直徑。螺紋經滾壓后材質發生硬化,強度約提高6%—8%,使螺紋對母材的削弱大為減少,其抗拉強度是母材的97%—,強度性能十分穩定。套筒質量要求:① 連接套表面無裂紋,螺牙飽滿,無其他缺陷。② 牙型規格檢查合格,用直螺紋塞規檢查尺寸精度。③ 各種型號和規格的連接套外表面,必須有明顯的鋼筋級別和直徑。
鋼筋套筒便于檢測:施工時不需要用特定檢測設備,只需看鋼筋外露絲牙情況即可測定接頭的質量。適用性強:適用于一切抗震和非抗震的鋼筋混泥土結構工程的鋼筋連接,且對彎曲鋼筋、固定鋼筋、鋼筋籠、超長鋼筋等及不能轉動的場合均適用。80年代末期,通過引進國外先進的機械連接技術,再加上我國一些科研院所的相關專家的不斷努力,我國鋼筋機械連接技術得以發展迅速。機械連接經歷了套筒冷擠壓、錐螺紋,鐓粗直螺紋直到滾軋直螺紋等不同的發展階段,技術不斷成熟穩定,成本也不斷降低。搭接的連接方式已不能用于大規格鋼筋的連接,再加上焊接有很多不足之處,焊接質量均無法保證。鋼筋機械連接能避開上述種種困難,顯示出明顯的優勢。

鋼筋套筒端面平頭:平頭的目的是讓鋼筋端面與母材軸線方向垂直,宣采用砂輪切割機或其他專用切斷設備,嚴禁氣割。2、剝肋滾壓螺紋:使用鋼筋剝肋滾壓直螺紋機將待連接鋼筋的端頭加工成螺紋。3、絲頭質量檢驗:操作者對加工的絲頭進行的質量檢驗。4、帶帽保護:用專用的鋼筋絲頭保護帽或連接套筒將鋼筋絲頭進行保護,防止螺紋被磕碰或被污物污染。5、絲頭質量抽檢:對自檢合格的絲頭進行的抽樣檢驗。6、存放待用:按規格型號及類型進行分類碼放.


總結 您是想要在內蒙古阿拉善市采購高質量的滾絲機-自主研發產品嗎?云海旭金屬材料(阿拉善市分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的滾絲機-自主研發產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:馬經理-【0527-88266888】,地址:《經濟開發區嶗山路1號》。