您的位置>首頁 >阿壩本地今日新聞 >
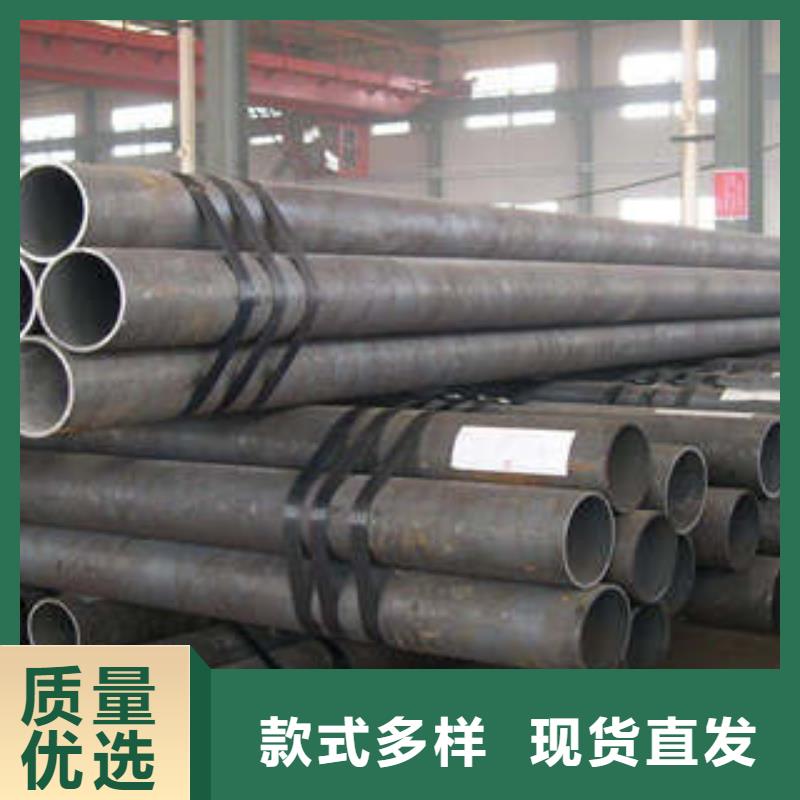
采購大口徑無縫鋼管認準雙信鋼管有限公司
更新時間: 2025-06-18 12:05:19 ip歸屬地:阿壩,天氣:陣雨,溫度:8-17 瀏覽次數(shù):3
以下是:四川省阿壩市采購大口徑無縫鋼管認準雙信鋼管有限公司的產品參數(shù)
| 產品參數(shù) |
|---|
| 產品價格 | 電議/米 |
|---|
| 發(fā)貨期限 | 3-5天 |
|---|
| 供貨總量 | 8978848 |
|---|
| 運費說明 | 電議 |
|---|
| 質量等級 | 一級 |
|---|
| 品牌 | 雙信鋼管 |
|---|
| 規(guī)格 | 多種規(guī)格 |
|---|
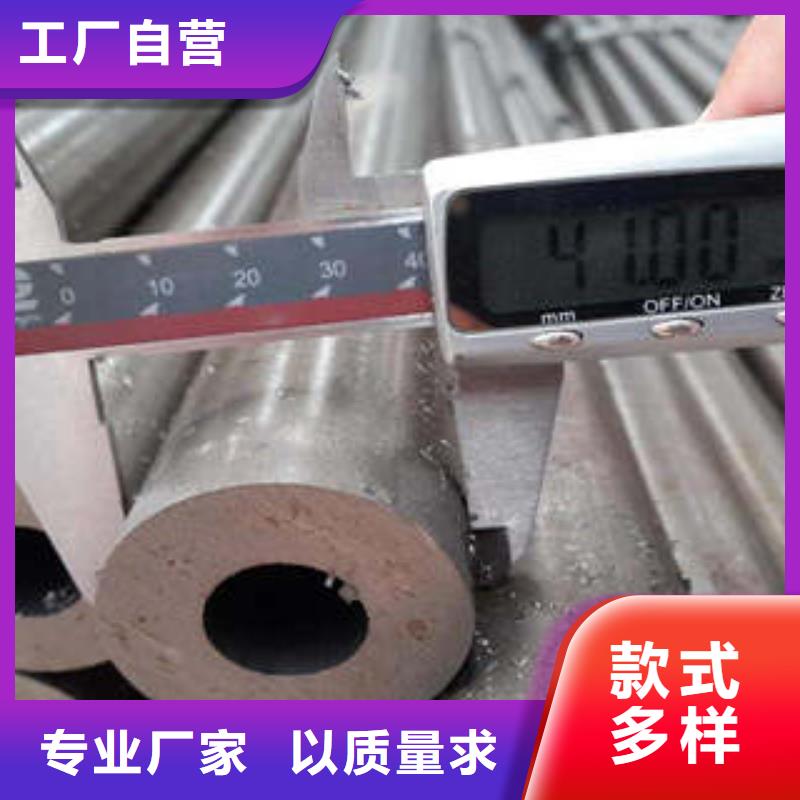
| 品名 | 精密鋼管 |
|---|
| 用途 | 機械制造 |
|---|
| 范圍 | 大口徑無縫鋼管認準雙信鋼管有限公司生產基地位于【聊城】,供應范圍覆蓋四川省 成都市、綿陽市、攀枝花市、瀘州市、樂山市、宜賓市、廣安市、巴中市、甘孜市、涼山市、阿壩市、資陽市、雅安市、遂寧市、內江市、南充市、自貢市、德陽市、廣元市、眉山市 汶川縣、理縣、茂縣、松潘縣、九寨溝縣、金川縣、小金縣、黑水縣、馬爾康市、壤塘縣、若爾蓋縣、紅原縣等區(qū)域。 |
|---|
以下是:四川省阿壩市采購大口徑無縫鋼管認準雙信鋼管有限公司的圖文視頻
導讀 采購大口徑無縫鋼管認準雙信鋼管有限公司,雙信鋼管(阿壩市分公司)dlyx2816-32專業(yè)從事采購大口徑無縫鋼管認準雙信鋼管有限公司,聯(lián)系人:亢經理,發(fā)貨地:經濟開發(fā)區(qū)匯通物流園,以下是采購大口徑無縫鋼管認準雙信鋼管有限公司的詳細頁面。 四川省,阿壩藏族羌族自治州 阿壩州地處青藏高原東南緣,橫斷山脈北端與川西北高山峽谷的結合部,地貌以高原和高山峽谷為主。東南部為高山峽谷區(qū),中部為山原區(qū),西北部為高原區(qū)。長江上游主要支流岷江、大渡河縱貫全境,是黃河流經四川惟一的地區(qū),是黃河上游的重要水源地。
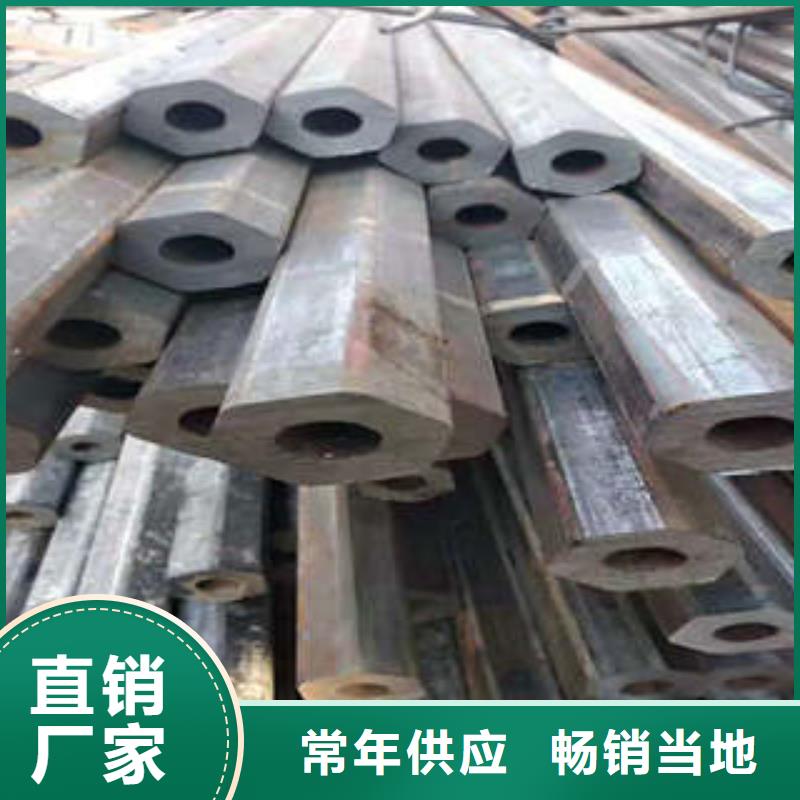
(擠壓無縫鋼管):圓管坯加熱穿孔三輥斜軋、連軋或擠壓脫管定(或減)冷卻矯直水壓試驗(或探傷)標記入庫軋制無縫管料是圓管坯,圓管胚要經過切割機切割加工成長度約為1米坯料,并經傳送帶送到熔爐內加熱。 鋼坯被送入熔爐內加熱,溫度大約為1200℃。燃料為氫氣或炔。爐內溫度控制是關鍵性問題.圓管坯爐后要經過壓力穿孔機進行穿空。一般較常見穿孔機是錐形輥穿孔機,這種穿孔機生產效率高,產品質量好,穿孔擴量大,可穿多種鋼種。 穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定。定機通過錐形鉆頭高速旋轉入鋼胚打孔,形成鋼管。鋼管內由定機鉆頭外長度來確定。鋼管經定后,進入冷卻塔中,通過噴水冷卻,鋼管經冷卻后,就要被矯直。 鋼管經矯直后由傳送帶送至金屬探傷機(或水壓實驗)進行內部探傷。若鋼管內部有裂紋,氣泡等問題,將被探測。鋼管質檢后還要通過嚴格手工挑選。鋼管質檢后,漆噴上編 、規(guī)格、生產批 等。并由吊車吊入倉庫中。


<阿壩>雙信鋼管有限公司擁有一批高素質的技術管理隊伍以及阿壩無縫方管完整的制造工藝,為客戶打造出節(jié)能穩(wěn)定美觀,實用的阿壩無縫方管。
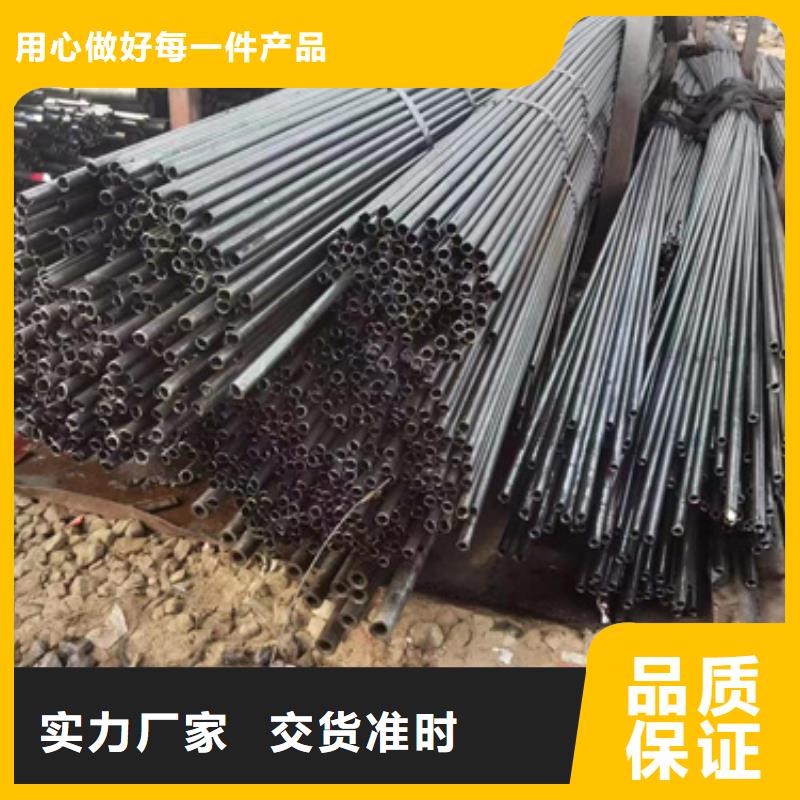
高品質(<阿壩>雙信鋼管有限公司家通過ISO9001質量體系完善的售后回訪制度嚴格把關每一個細節(jié)做到每個阿壩無縫方管都在優(yōu)化改進)
高技術(<阿壩>雙信鋼管有限公司堅持每年拿銷售收入百分之十投入作為研發(fā)費用與行業(yè)領頭企業(yè)建立技術交流通道不斷吸收消化國際先進的阿壩無縫方管技術)
效率高(<阿壩>雙信鋼管有限公司擁有十余臺阿壩無縫方管精加工設備還有十余名行業(yè)技術人員保證用短時間為客戶做出質量好的阿壩無縫方管產品)



總結 您是想要在四川省阿壩市采購高質量的采購大口徑無縫鋼管認準雙信鋼管有限公司產品嗎?雙信鋼管(阿壩市分公司)是您的不二之選!我們致力于提供品質保證、價格優(yōu)惠的采購大口徑無縫鋼管認準雙信鋼管有限公司產品,品種齊全,不斷創(chuàng)新,致力于滿足廣大客戶的多種需求,聯(lián)系人:亢經理,地址:《經濟開發(fā)區(qū)匯通物流園》。