您的位置>首頁 >阿壩當地行業動態 >
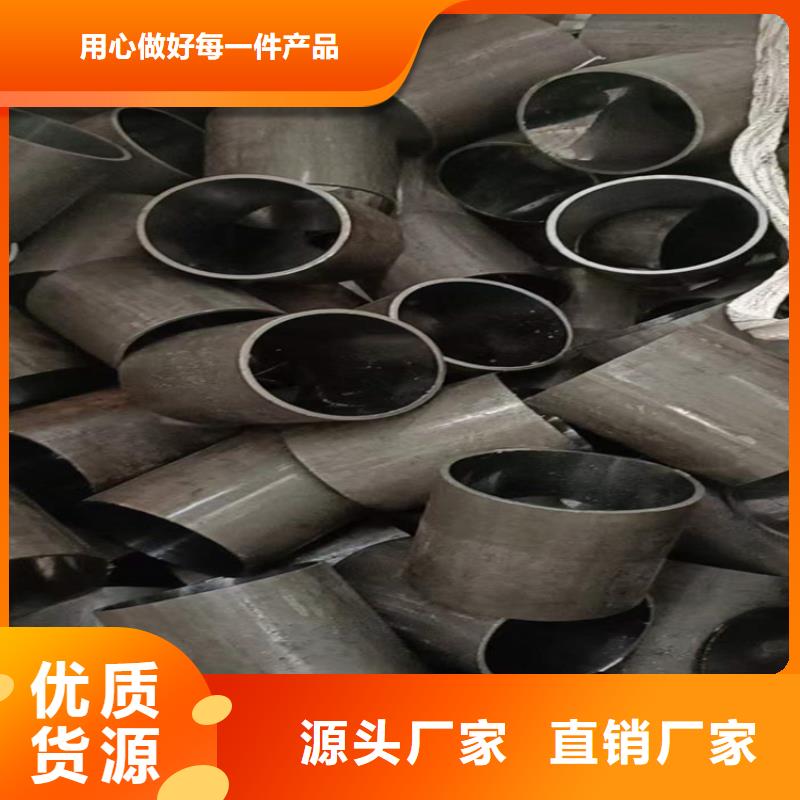
油缸缸筒
更新時間: 2025-05-31 00:28:51 ip歸屬地:阿壩,天氣:中雨,溫度:6-18 瀏覽次數:3
以下是:油缸缸筒的產品參數
| 產品參數 |
|---|
| 產品價格 | 6000/噸 |
|---|
| 發貨期限 | 2天 |
|---|
| 供貨總量 | 不限 |
|---|
| 運費說明 | 電議 |
|---|
| 小起訂 | 0.1噸 |
|---|
| 質量等級 | |
|---|
| 是否廠家 | 是 |
|---|
| 產品材質 | 20# |
|---|
| 產品品牌 | 九冶 |
|---|
| 發貨城市 | 聊城 |
|---|
| 產品產地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售賣地 | 全國 |
|---|
| 產品重量 | 過磅 |
|---|
| 產品顏色 | 金屬色 |
|---|
| 外形尺寸 | 圓形 |
|---|
| 適用領域 | 機械加工 油缸 |
|---|
| 是否進口 | 否 |
|---|
以下是:油缸缸筒的圖文視頻
導讀 您是想要在四川省阿壩市采購高質量的油缸缸筒產品嗎?九冶管業(阿壩市分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的油缸缸筒產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:高經理-【17706353138】,地址:《開發區丁快工業園》。 四川省,阿壩藏族羌族自治州 阿壩州旅游、水能、生物和礦產資源優勢明顯。世界自然遺產九寨溝、黃龍及臥龍·四姑娘山大熊貓棲息地等旅游景區聞名遐邇。有馬爾康卓克基土司官寨、松崗直波碉樓(含羌寨碉群)、松潘古城墻、壤塘棒托寺、錯爾機寺、營盤山和姜維城遺址、日斯滿巴碉房、阿壩州紅軍長征遺跡等8處(22個點)全國重點文物保護單位。黑水卡斯達溫、九寨溝舞、羌笛演奏及制作技藝、羌族瓦爾俄足節等12 項民族文化遺產列入非物質文化遺產目錄。獨特的藏、羌民族風情、神秘的藏傳佛教文化吸引了越來越多的中外游客。水能理論蘊藏量1933萬千瓦,可開發量1400萬千瓦,河流落差大,距離負荷中心近,年發電小時長,造價低。立體氣候明顯,日照充足,晝夜溫差大,是名、特、優、稀水果和反季節蔬菜良好的種植區。
四川阿壩市油缸缸筒
<阿壩>九冶管業有限公司
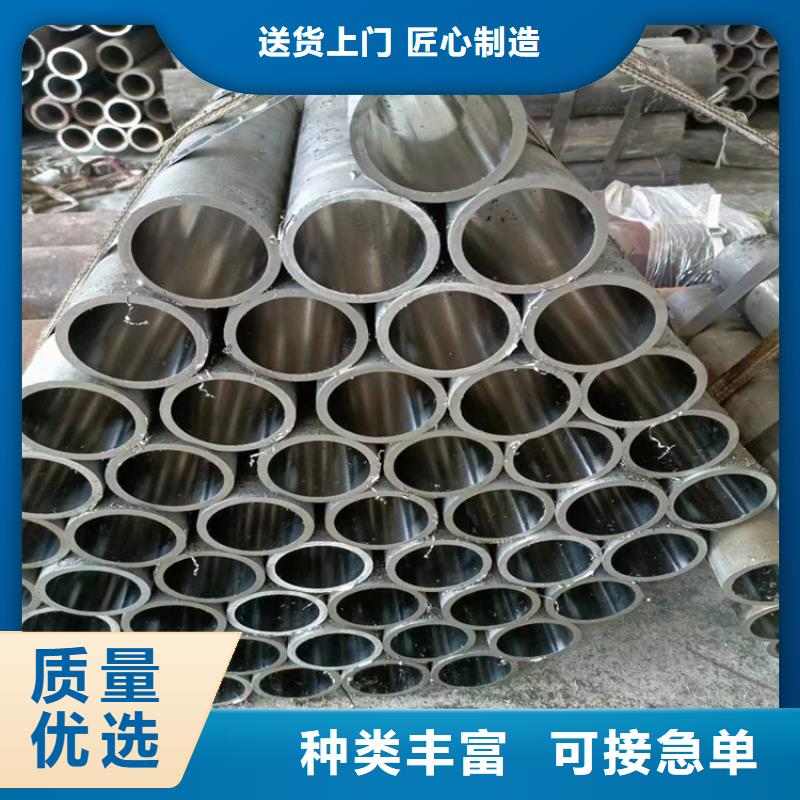
絎磨管加工工藝原理絎磨管的加工是采用滾壓加工,珩磨管鋼管表面留有的應壓力,對于表面微小裂紋有很好的封閉作用,能防止表面受到侵蝕。從而提高了表面的抗腐蝕能力,并能減少裂紋的產生和擴大,這樣加強了絎磨管的抗壓強度。通過滾壓成型的絎磨管,能在表面形成一層冷作硬化層,減少磨削副接觸表面的彈性和塑性變形,從而提高了耐磨性,避免因磨削產生的燒傷。滾壓后的表面粗糙度大大減小,提高了絎磨管的配合性。所謂滾壓加工是一種無切屑加工,在常溫下利用金屬的塑性變形,使表面的不平整度碾平,從而達到改變表面結構、機械特性、性質和尺寸的終目的。這種滾壓加工技術是磨削無法做到了,同時滿足光整加工和強化的要求。


珩磨管中的珩磨工具在珩磨管的珩磨加工中,使用珩磨工具是比較普遍的,其中比較常用的一種,就是珩磨齒輪,所以下面,就來簡單說明一下。珩磨齒輪,其是由基體加上磨料來構成的。使用它進行珩磨,主要是為了去除材料表面的雜質及毛刺等,從而來提高表面光潔度。不過,我們在使用這一種珩磨工具時,也是需要注意一些事項的,其主要是有:(1)對于設備的大行程,應不超過珩磨時的大寬度,否則的話,那么就有可能會嚴重損壞珩磨齒輪。(2)在珩磨量的控制上,應將其數值控制在合理且合適的范圍內。而且對于珩磨時間的控制,也是同樣要求,建議是兩分鐘左右。(3)珩磨齒輪的材質,由于比較脆,所以是嚴禁撞擊和敲打的,以免使其損壞而不能使用了。
<阿壩>九冶管業有限公司
四川阿壩市油缸缸筒
總結 在四川省阿壩市采購油缸缸筒請認準九冶管業(阿壩市分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:高經理-【17706353138】,地址:開發區丁快工業園)。