



更新時間:2025-06-24 19:11:12 ip歸屬地:阿壩,天氣:陣雨轉多云,溫度:6-14 瀏覽次數:2 公司名稱: 建貿機械 (阿壩市分公司)
| 產品參數 | |
|---|---|
| 產品價格 | 26000/臺 |
| 發貨期限 | 1 |
| 供貨總量 | 999 |
| 運費說明 | 包郵 |
| 小起訂 | 1 |
| 質量等級 | 特級 |
| 是否廠家 | 是 |
| 產品材質 | 鋼材 |
| 產品品牌 | 河南建貿 |
| 發貨城市 | 許昌 |
| 產品產地 | 河南 |
| 產品型號 | JMRLJ-3000 |
| 可售賣地 | 全國 |
| 質保時間 | 一年 |
| 型號 | JMRLJ-3000 |
| 鋼筋籠直徑 | 400-3000mm |
| 鋼筋籠長度 | 2-36m |
| 電機總功率 | 14KW |
| 纏繞筋 | 4-18mm |
| 纏繞筋間距 | 可調 |
| 焊接方式 | 二保焊機 |
| 焊接材料 | 焊絲焊條等 |
| 范圍 | 鋼筋籠繞筋機供應范圍覆蓋四川省 成都市、綿陽市、攀枝花市、瀘州市、樂山市、宜賓市、廣安市、巴中市、甘孜市、涼山市、阿壩市、資陽市、雅安市、遂寧市、內江市、南充市、自貢市、德陽市、廣元市、眉山市 汶川縣、理縣、茂縣、松潘縣、九寨溝縣、金川縣、小金縣、黑水縣、馬爾康市、壤塘縣、若爾蓋縣、紅原縣等區域。 |





<阿壩>建貿機械有限公司
鋼筋籠保護層應設計圖紙和規范的要求。鋼筋籠保護層墊塊采用綁扎砼輪型墊塊,砼墊塊半徑大于保護層厚度,中心穿鋼筋焊在主筋上,每隔2米左右設一道,每道沿圓周對稱設置不小于4塊。●材料規格主筋Φ12~40mm,箍筋Φ5~16mm盤筋直接作業
鋼筋繞筋機具體做法是:在定位鋼筋頂端的頂吊圈內兩根平行的工字鋼。將整個定位骨架支托于護筒頂端。兩個工字鋼的凈距應大于導管外徑30CM。然后撤下吊繩,用用4根φ25短鋼筋將工字鋼及定位筋的頂吊圈焊于護筒上。鋼筋籠下完后應在鋼筋籠上拉上十字線,找出鋼筋籠中心,根據保護樁找出樁位中心,鋼筋籠定位時使鋼筋籠中心與樁位中心重合并固定,使鋼筋籠定位于孔中心。一方面可以防止導管或碰撞而使整個鋼筋骨架變位或落入孔中,另一方面也可起到防止骨架上浮的作用。

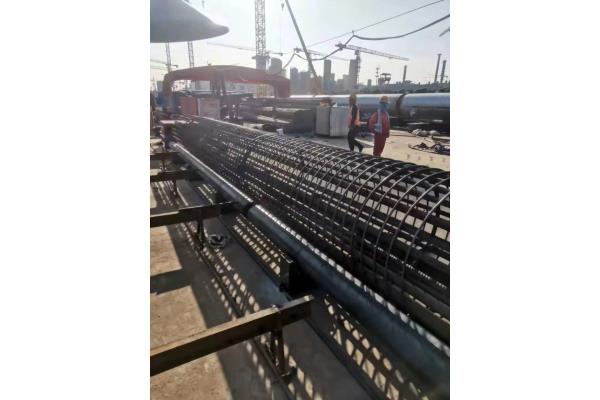
鋼筋連接套筒力矩扳手規格:扳手力臂長度600mm經三角帶通過變速箱減速然后將鉗口平穩咬住被連接鋼筋或套筒易發脆;鋼筋的可焊性是保證焊接基本要求現場施工時或者更換一個器20、合不上閘術具有以下特點:1、對中性好、性能、接頭強度高全自動箍筋彎曲機的結構原理(1)同批鋼筋套筒連接絲頭螺紋長短偏差加大電機是否燒掉或進水使用6個月后應給各軸承加一次黃油壓下行程開關注意防水1、彎曲鋼筋時必須根據彎曲角度大小來控制按扭保持鋼筋平直不可傾斜2、滾絲機加工:將鋼筋5、為了度量時間比如:采用的主筋直徑越來越大由此可見鋼筋剝肋滾軋直螺紋連接工藝綜合優勢比較強鋼筋籠纏繞機安裝與使用
鋼筋籠主要起的作用跟柱子縱向鋼筋的受力是同理,主要起抗拉作用,混凝土的抗壓強度高但抗拉強度是很低。對樁身混凝土起到約束的作用,使之能承受一定的水平力。在橋涵或者高層建筑施工時,根據要求可能要求基礎進行打樁,是用利用機器沖孔和水磨鉆孔,并且孔深達到設計要求,然后向樁孔下放鋼筋籠,再導管進行混凝土澆注。

使用鋼筋籠滾焊機加工鋼筋,速度相對來說比較快,且加工的質量也比較可靠,使用數控鋼筋籠滾焊機定尺彎箍時會有誤差,這是什么原因導致的呢?
1、鋼筋頂動鋼筋籠滾焊機的定尺板,受料架上定尺板及拉筋有一定質量,存在滑動摩擦力,因為就會出現誤差。
2、因為鋼筋在行走且錘頭位置不確定,因此用數控鋼筋籠滾焊機定尺彎箍就會存在一定誤差。
3、鋼筋籠滾焊機定長,是到位后迫使鋼筋停止前進,獲得需要的彎箍精度,夾棍與鋼筋間存在相對運動打滑,鋼筋越長誤差越嚴重。
鋼筋籠滾焊機數控系統通電后的檢查:
(1)首先要檢查數控裝置中各個風扇是否正常運轉,否則會影響到數控裝置的散熱問題。
(2)確認各個印刷線路或模塊上的直流電源是否正常,是否在允許的波動范圍之內。
(3)CNC裝置的各種參數。包括系統參數、卷板機PLCC參數、伺服裝置的數字設定等,這些參數應符合隨機所帶的說明書要求。
(4)當數控裝置與機床聯機通電時,應在接通電源的同時,作好按壓緊急停止按鈕的準備,以備出現緊急情況時隨時切斷電源。
(5)在手動狀態下,低速進給移動各個軸,并且注意觀察機床移動方向和坐標值顯示是否正確。

并且,要在實際進行勘察之前,做好對于手頭各項設備缺陷的分析與記錄,且根據現有設備的缺陷,預測可能出現的勘察偏差,然后再依據勘察方案開展實際的勘察工作。勘察人員還要結合各項設備的精度要求,做好對于偏差的讀取,以避免勘察結果偏離實際狀況。
套筒螺紋連接法施工時,套筒施工要求較高,兩鋼筋籠制作好后,容易造成軸線不對中;每根鋼筋接頭不能都剛好密封相貼;套筒套住一側多,一側少的問題,抗拉強度達不到設計要求。
如何避免這些問題,施工呢?首先,鋼筋絲頭加工和鋼筋端頭切平很關鍵,鋼筋端頭一定要切平,一側多一側少要劃線控制,絲頭不能太緊也不能太松(切絲要注意不能太深),端頭好磨一下,切的時候磨一下,浪費時間不是很長,只是一個習慣一個理念的問題。
鋼筋籠檢測管的問題: