
您可能對湘潭本地以下產(chǎn)品新聞也感興趣
更新時間:2025-05-11 09:21:47 ip歸屬地:湘潭,天氣:晴,溫度:16 瀏覽次數(shù):2 公司名稱:許昌 建貿(mào)機(jī)械 有限公司(湘潭分公司)
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 18000 |
| 發(fā)貨期限 | 24h |
| 供貨總量 | 999 |
| 運(yùn)費(fèi)說明 | 包郵 |
| 小起訂 | 1 |
| 質(zhì)量等級 | 優(yōu)級 |
| 是否廠家 | 是 |
| 產(chǎn)品品牌 | 河南建貿(mào) |
| 產(chǎn)品規(guī)格 | JMGSX-500 |
| 發(fā)貨城市 | 長葛 |
| 產(chǎn)品產(chǎn)地 | 河南 |
| 可售賣地 | 全國 |
| 型號 | GB4240 |
| 功率 | 4kw |
| 名稱 | 金屬帶鋸床 |
| 材質(zhì) | 金屬 |
| 品牌 | 河南建貿(mào)機(jī)械 |





| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 18000 |
| 發(fā)貨期限 | 24h |
| 供貨總量 | 999 |
| 運(yùn)費(fèi)說明 | 包郵 |
| 小起訂 | 1 |
| 質(zhì)量等級 | 優(yōu)級 |
| 是否廠家 | 是 |
| 產(chǎn)品品牌 | 河南建貿(mào) |
| 產(chǎn)品規(guī)格 | JMGSX-500 |
| 發(fā)貨城市 | 長葛 |
| 產(chǎn)品產(chǎn)地 | 河南 |
| 可售賣地 | 全國 |
| 型號 | GB4240 |
| 功率 | 4kw |
| 名稱 | 金屬帶鋸床 |
| 材質(zhì) | 金屬 |
| 品牌 | 河南建貿(mào)機(jī)械 |
接頭采用等強(qiáng)直螺紋連接技術(shù)進(jìn)行施工,鐓粗機(jī)采用LD800型號,根據(jù)行業(yè)標(biāo)準(zhǔn)要求鐓粗壓力根據(jù)鋼筋的直徑有關(guān)取不同的壓力,如Φ28鋼筋則取24~26MPa,用高壓油泵并經(jīng)過標(biāo)定自身帶有壓力表,主要將鋼筋端頭鐓粗至標(biāo)準(zhǔn)的油表讀數(shù)要求壓力即可,用眼睛可直接判斷,在每批鋼筋加工前作鐓頭試驗(yàn),以鐓粗量合格為標(biāo)準(zhǔn)來調(diào)整***鐓粗壓力和縮短量。(二)切削直螺紋(采用砂輪切割機(jī)進(jìn)行)。設(shè)備介紹:數(shù)控鋼筋端面銑平機(jī)是我公司自主研發(fā)的針對鋼筋直螺紋連接絲口處理一款高性價比機(jī)器。本機(jī)以鋼筋平面處理,確保鋼筋端面平直一致;提高鋼筋抗拉強(qiáng)度,施工速度快,效率高,保證工程質(zhì)量。為了進(jìn)一步提率前后兩端端銑設(shè)備,在使用時架體上可以放置多根的螺紋鋼,在前端加工完成后,后端的加工設(shè)備開始加工處理;對于兩臺設(shè)備而言均不會存在等待時間。
調(diào)換與滾絲輪螺距相適宜的墊圈,以保證螺距的正確性,螺距與墊圈厚度的關(guān)系見表二。
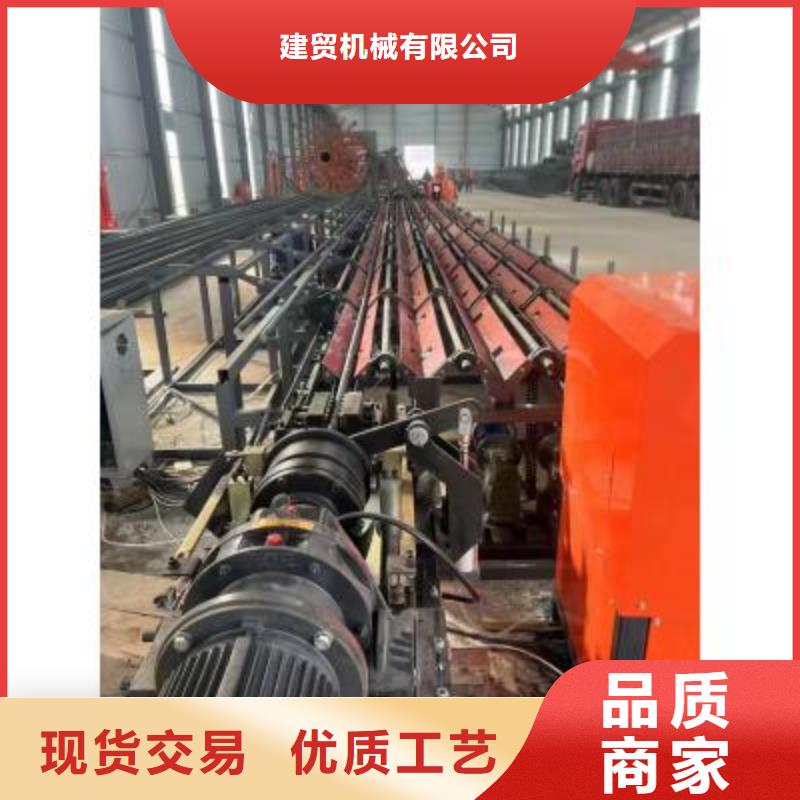
控鋼筋鋸切套絲生產(chǎn)線誠信廠家") <湘潭>建貿(mào)機(jī)械有限公司
<湘潭>建貿(mào)機(jī)械有限公司
加工鋼筋尺寸:16—32mm
外形尺寸:長1100寬840高1350MM
適用范圍:
1、剛性機(jī)床要兼有故障率低、可靠性好的生產(chǎn)場合。
2、特別適應(yīng)于高速公路高速鐵路鋼筋加工場的加工。
3、創(chuàng)新型的結(jié)構(gòu)設(shè)計,各種結(jié)構(gòu)優(yōu)化,鋼筋加工場必備。
設(shè)備保養(yǎng):
1、銑刀盤中的銑刀為易耗品,其耗損程度根據(jù)鋼筋面進(jìn)刀深度、速度決定。
2、建議鋼筋銑入深度為1-2mm。
3、空氣壓縮機(jī)定期放水檢測。
4、導(dǎo)入鋼筋時慢入至鋼筋擋板即可,切勿用刀,以免損傷鋼筋。該銑床進(jìn)給軸為X、Y兩坐標(biāo)控制,主軸為(伺服)動力驅(qū)動。能夠?qū)崿F(xiàn)對各種型號規(guī)格的鋼筋一次裝夾,完成夾緊銑平等多種工序加工,適合于多品種、大批量鋼筋銑平頭的生產(chǎn),對復(fù)雜、高強(qiáng)鋼筋端頭的加工更能顯示其優(yōu)越性。
二、數(shù)控鋼筋平頭機(jī)鋼筋端面削平機(jī)主要結(jié)構(gòu)特點(diǎn)
鋸齒過早鈍化 1、 跑合時間不足或操作不當(dāng)
2、 工件太硬
3、 線速度太快,進(jìn)給太大
4、 鋸帶進(jìn)給過小
5、 冷卻不足
6、 工件夾雜硬塊
7、 選齒不當(dāng)
8、 鋸帶齒向安反
9、 張力太小
10、鋸架上升不到位
11、新鋸帶切舊鋸口 1、 注意新帶跑合,適當(dāng)減小進(jìn)給
2、 檢查工件加工條件,選擇正確的鋸帶
3、 調(diào)整帶鋸條的線速度和進(jìn)給量
4、 加大進(jìn)給量,注意切削變形
5、 選擇 冷卻液
6、 檢驗(yàn)工件硬度
7、 根據(jù)工件截面幾何形狀選擇齒型
8、 重新安裝鋸帶
9、 適度增大張力
10、重新調(diào)整鋸架上升限位
11、避開舊鋸口
技術(shù)規(guī)程
項(xiàng)目 主要技術(shù)要求
1.金屬鋸床作業(yè)崗位須編制《金屬鋸床作業(yè)崗位‘四清楚’卡》并懸掛在作業(yè)現(xiàn)場,作業(yè)人員須經(jīng)過崗位培訓(xùn)考核,達(dá)標(biāo)后發(fā)“上崗證”,上崗作業(yè)時須攜帶。
2.鋸床工作位置應(yīng)保證操作人員的,平臺和通道必須防滑,必要時設(shè)置踏板和欄桿。
控鋼筋鋸切套絲生產(chǎn)線誠信廠家")
配件類型挑選不匹配。配件代用或錯用的現(xiàn)象較遍及。應(yīng)盡量運(yùn)用原裝類型的配件,不可用其它類型配件代用,更不能錯用。不注重螺栓的選用,螺栓運(yùn)用紊亂的現(xiàn)象較突出。在修補(bǔ)帶鋸床時,亂用螺栓的現(xiàn)象還比較突出,因螺栓功能、質(zhì)量不符合技能要求,導(dǎo)致修補(bǔ)后機(jī)械毛病頻出。螺栓擰緊辦法不妥的狀況較嚴(yán)重。 不留意檢測零部件合作間隙的現(xiàn)象為數(shù)不少。不成對、成套替換偶件或組件的狀況也不罕見。帶鋸床液壓體系中有些組件,在修補(bǔ)時,應(yīng)留意成對安裝,不要弄串 。在實(shí)踐修補(bǔ)作業(yè)中,有人為了削減開支、有人不了解技能要求,不成對或成套替換上述零部件的狀況還不罕見,降低了修補(bǔ)質(zhì)量,縮短了帶鋸床機(jī)件壽數(shù),增加了毛病發(fā)作的可能性,應(yīng)引起滿足的注重。
控鋼筋鋸切套絲生產(chǎn)線誠信廠家") 湘潭數(shù)控鋼筋鋸切套絲生產(chǎn)線誠信廠家
湘潭數(shù)控鋼筋鋸切套絲生產(chǎn)線誠信廠家

