


我們的螺旋管鍍鋅方矩管廠家質量過硬視頻將帶您走進產品的生產線,讓您親眼見證產品的每一個制作環節和工藝細節。
以下是:螺旋管鍍鋅方矩管廠家質量過硬的圖文介紹


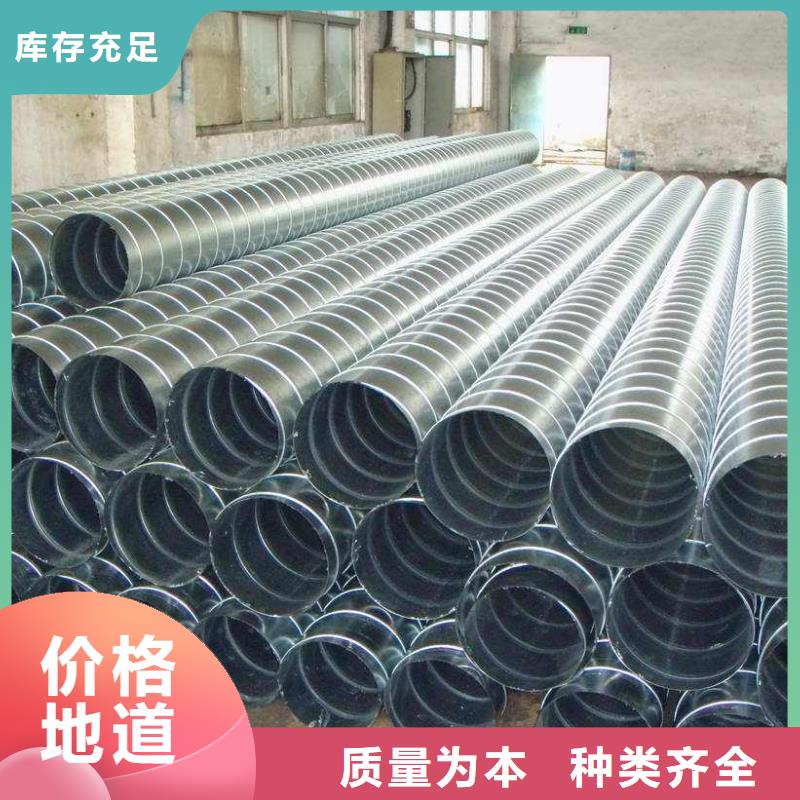
螺旋管成型過程中,鋼板變形均勻,殘余應力小,表面不產生劃傷。加工的螺旋鋼管在直徑和壁厚的尺寸規格范圍上有更大的靈活性,尤其在生產高鋼級厚壁管,特別是中小口徑厚壁管方面具有其他工藝無法比擬的優勢, 可滿足用戶在螺旋鋼管規格方面更多的要求。b. 采用先進的雙面埋弧焊的工藝,可在 位置實現焊接,不易出現錯邊、當地焊偏和未焊透等缺陷,容易控制焊接質量。c. 對鋼管進行100%的質量檢查,使鋼管生產的全過程均在有效的檢測、附近監控之下,有效地保證了產品質量。d. 整條生產線的全部設備具備與計算機數據采集系統聯網的功能,實現數據即時傳輸,由中央控制室對生產過程中的技術參數。



聚力群達金屬材料有限公司(伊犁分公司)全體員工向關心和支持我們的各級領導和各界朋友表示z u i誠摯的謝意! 在 彩鋼瓦市場競爭日趨激烈的今天,聚力群達金屬材料有限公司(伊犁分公司)勵精圖治,奮發自強,為振興民族 彩鋼瓦和新疆伊犁經濟而奮斗不息, 公司經理攜全體員工恭候各地新老賓客光臨本 彩鋼瓦生產企業,實地考察、指導工作、增進了解!



螺旋管是以螺旋鋼卷為原料制成的螺旋焊縫鋼管,其經常被加熱和擠壓,并通過自動雙絲雙面埋弧焊工藝進行焊接。 螺旋鋼管將帶鋼送入焊接管單元。 在經過多輥軋制后,將帶材逐漸卷成具有開口間隙的圓形管坯。 調整壓輥的縮徑以將焊接間隙控制在1?3mm,并使焊點的末端平齊。
焊接加工
1.如果間隙太大,則鄰近效應會降低,渦流熱會不足,焊縫晶間接頭會變質且未熔合或破裂。
2.如果間隙太小,則鄰近效應會增加,焊接熱會太大,焊縫會燒焦; 否則將壓制和軋制焊縫以形成深坑,這會影響焊縫的表面質量。



螺旋管的埋弧焊接全進程分析:
埋弧焊是使用電弧熱能進行焊接的,與手藝焊條電弧焊不同的是:埋弧焊的焊絲是暴露的,上面沒有涂料,埋弧焊確實焊劑是預先鋪在待焊處的,埋弧焊焊絲伸入焊劑中,電弧是在焊劑下焚燒的。
焊絲與工件觸摸,按下發動按動鈕后,焊絲與工件通電的瞬間,焊絲回抽,電弧點燃,焊接小車向前進,焊絲接連下向運送,保持電弧在焊劑層下焚燒,在電弧下方構成焊接熔池。在電弧周圍,焊劑熔化構成一個空泛,.這個空泛和熔池不斷前進,而熔池后方的金屬凝結,構成接連的焊縫。
螺旋焊管厚度偏差范圍是與執行標準有一定關系的,目前市場上的螺旋焊管主要執行標準為9711標準和5037標準兩種,這兩種偏差范圍是不一樣的。
