

想知道焊管 無縫鋼管源頭廠家經(jīng)驗(yàn)豐富產(chǎn)品有多棒?看視頻就夠了,它比千言萬語都更有說服力!
以下是:焊管 無縫鋼管源頭廠家經(jīng)驗(yàn)豐富的圖文介紹
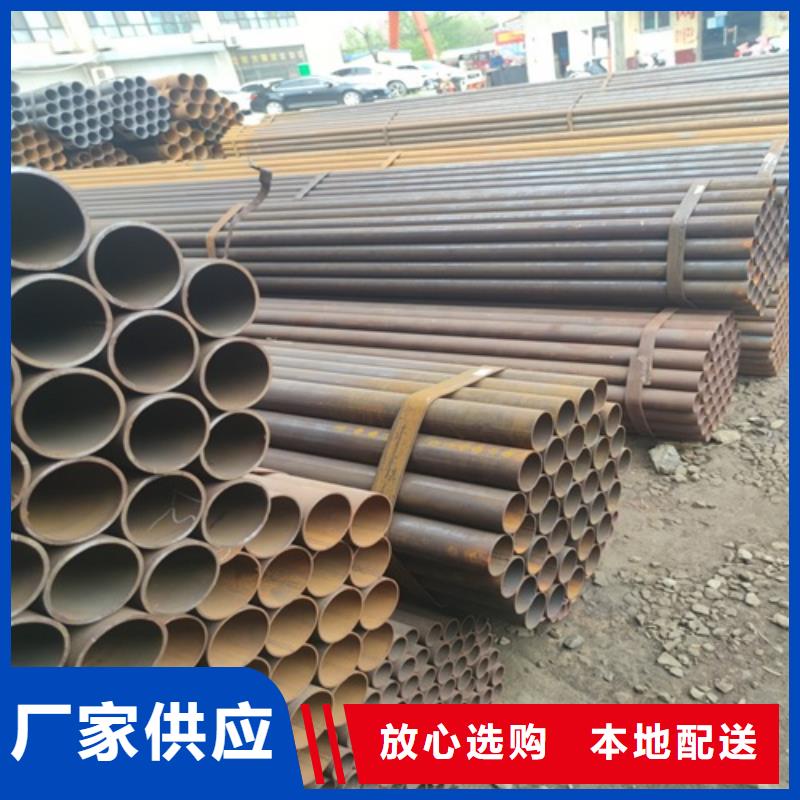
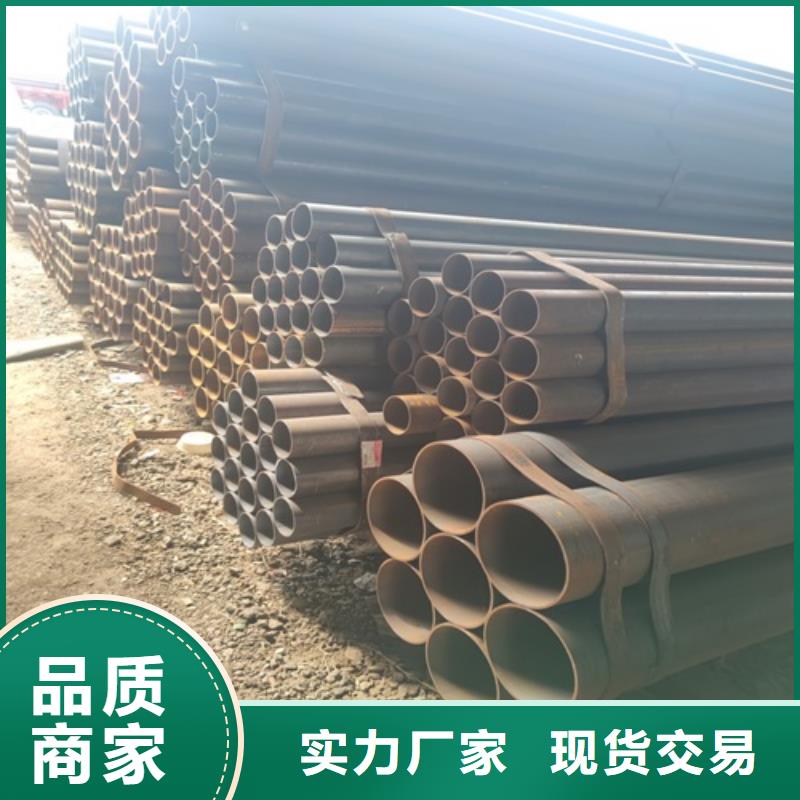
無縫鋼管產(chǎn)品質(zhì)量: 我公司 無縫鋼管產(chǎn)品都嚴(yán)格遵守“出廠產(chǎn)品合格,不合格產(chǎn)品不出廠”的原則,高質(zhì)量的產(chǎn)品是企業(yè)發(fā)展的根本,在嚴(yán)把質(zhì)量關(guān)的同時(shí),還可根據(jù)客戶要求定制。只有不斷的提高 無縫鋼管產(chǎn)品的質(zhì)量,才能滿足客戶的要求,企業(yè)也得以發(fā)展。
良好的信譽(yù): 講信譽(yù)是商業(yè)道德的基本規(guī)范之一,“信譽(yù)”作為中國企業(yè)走向世界的準(zhǔn)入證,是市場經(jīng)濟(jì)的血管和命脈。一直以來,“信譽(yù)”代表了我公司的市場名譽(yù),得到了廣大客戶的認(rèn)可。
滿意的售后服務(wù): 滿意的售后服務(wù)是提高企業(yè)形象的重要指標(biāo),只有售后服務(wù)緊跟到位,才能不斷把鵬鑫鋼鐵(德清縣分公司)的形象推向新的臺階,才能受到更多客戶的信賴與支持。
驗(yàn)豐富")
驗(yàn)豐富")
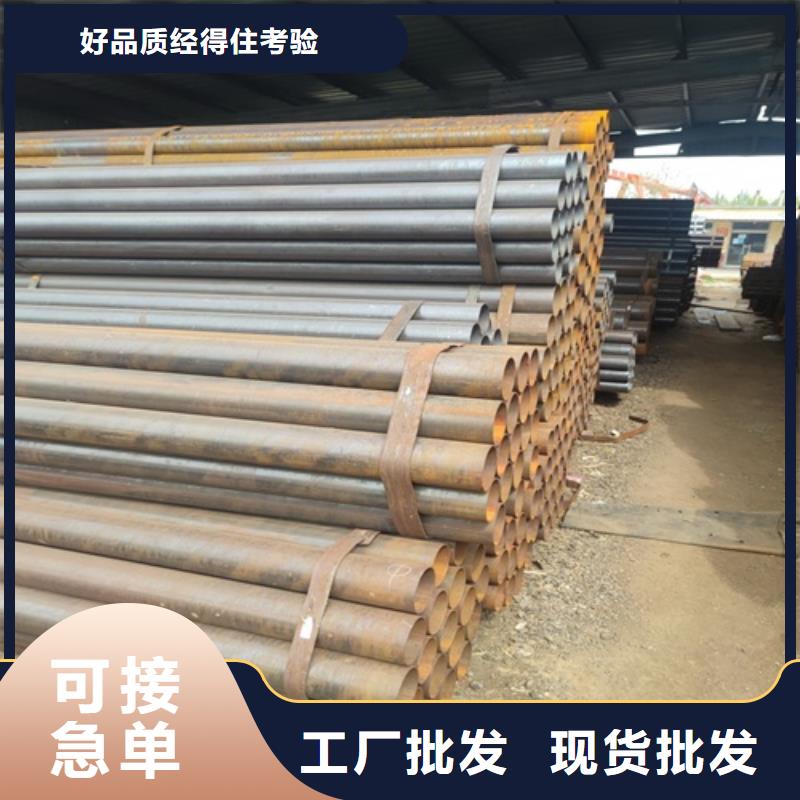
焊管高頻焊接方法 焊管采用這種焊接方法時(shí),接觸頭可設(shè)置在離會(huì)合點(diǎn)不同距離上。管坯運(yùn)動(dòng)時(shí),接觸頭可沿待焊邊上面或下面滑動(dòng)。接觸頭從上面放置在待焊邊上的方案用得*廣,因?yàn)椴捎眠@種方案可以使焊接裝置結(jié)構(gòu)簡單可靠。焊管高頻焊接主要是利用高頻電流的趨膚效應(yīng)和鄰近效應(yīng),使電流高度集中在待焊邊上,從而能在百分之一秒時(shí)間內(nèi)將其加熱到焊接溫度1230℃左右,然后在擠壓輥的作用下進(jìn)行壓力焊接。 焊管高頻焊接方法,根據(jù)向被焊件饋電方式不同,可分為傳導(dǎo)饋電和感應(yīng)饋電兩種。采用傳導(dǎo)饋電焊接時(shí),借助于兩個(gè)接觸頭2和3把高頻電流傳到管坯1上。焊接電流沿管坯坡口兩側(cè)流過,并通過擠壓輥5附近的坡口兩側(cè)會(huì)合點(diǎn)形成回路。在管坯兩側(cè)坡口上的電流方向是相反的,因此,鄰近效應(yīng)使電流集中于坡口的表面, 電流頻率越高,電流就越集中于其表面。阻抗器4提高了坡口加熱的集中程度,因?yàn)樗龃罅穗娏鳝h(huán)繞管坯流過的感抗。 現(xiàn)在的焊管焊接技術(shù)已經(jīng)時(shí)發(fā)展的非常純熟,開始慢慢的擺脫之前的老套,逐漸采用全新的技術(shù),并且嚴(yán)格保證了焊縫技術(shù)的優(yōu)越性。未來的鋼材市場,科技市場中國必將走在前沿。
驗(yàn)豐富")
驗(yàn)豐富")
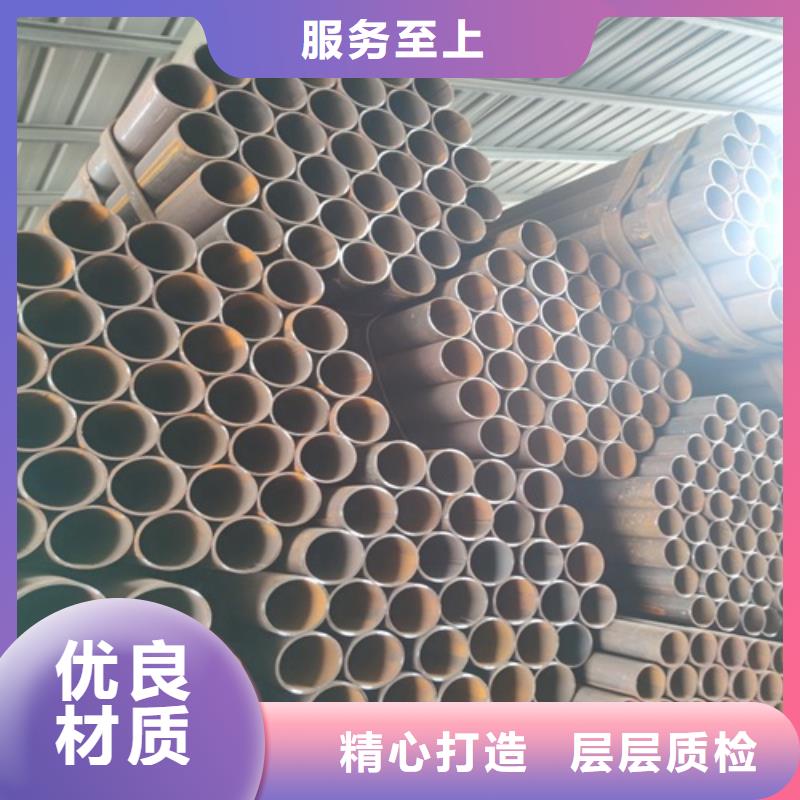
焊管優(yōu)點(diǎn) 1 、焊管自重輕、強(qiáng)度高,運(yùn)輸安裝方便。采用纖維纏繞生嚴(yán)的夾砂玻璃鋼管道,其比重在 1.65-2.0 ,只有鋼的 1 / 4 ,但焊管的環(huán)向拉伸強(qiáng)度為 180 - 300MPa ,軸向拉伸強(qiáng)度為 60 - 15OMPa ,近似合金鋼。它的承插連接方式,安裝快捷簡便,同時(shí)降低了吊裝費(fèi)用,提高了安裝速度。 2 、防污抗蛀。不飽和聚酯樹脂的表面潔凈光滑,不會(huì)被海洋或污水中的甲貝、菌類等微生物站污蛀附,以致增大糙率;減少過水?dāng)嗝妫黾泳S護(hù)費(fèi)用。焊管有效保證水質(zhì),保持水阻的穩(wěn)定。而傳統(tǒng)管材還存在日后水阻增大和表面結(jié)垢的現(xiàn)象。 3 、耐熱性、抗凍性好。在一 30 ℃狀態(tài)下,仍具有良好的韌性和極高的強(qiáng)度,可在一 50 ℃- 80 ℃的范圍內(nèi)長期使用,采用特殊配方的樹脂還可在 11O ℃以上的溫,及工作。 4 、焊管的耐腐蝕性好,對水質(zhì)無影響。
驗(yàn)豐富")
驗(yàn)豐富")
驗(yàn)豐富")
小口徑焊管酸洗鈍化的步驟: 1、準(zhǔn)備工作 2、化學(xué)除油,化學(xué)除油采用槽內(nèi)浸泡方式,除油槽用鋼板制作,內(nèi)壁鋪PVC或聚乙烯。小口徑焊管在槽內(nèi)浸泡時(shí),應(yīng)注意放置的位置,避免管內(nèi)存留空氣。浸泡過程中應(yīng)上下前后移動(dòng)或翻動(dòng)管件,使內(nèi)腔溶液不斷更換,以提果。必要時(shí)取出管件,用水氣沖洗后再進(jìn)行浸泡。 3、熱水漂洗,除油后的焊管從除油槽內(nèi)取出,浸泡在40℃~60℃左右的熱水槽內(nèi)漂洗,時(shí)間5~20分鐘,熱水槽用鋼板制作,內(nèi)壁鋪PVC或聚乙烯。水中氯離子含量小于25ppm。 4、用水沖洗,水漂洗過的管件用壓力水(壓力P≥0.1Mpa)進(jìn)行沖洗。 5、鈍化 6、干燥 經(jīng)過鈍化的管件,要抓緊用潔凈的壓縮空氣或氮?dú)獯蹈桑⑶冶仨氂凶銐虻臅r(shí)間(至少2小時(shí))使之在空氣中自然鈍化。 7、檢驗(yàn) 管件經(jīng)鈍化后,應(yīng)進(jìn)行自檢、互檢,然后提交質(zhì)檢員按要求進(jìn)行驗(yàn)收。 8、保護(hù) 1) 如外表面需要進(jìn)行油漆的焊管,則按照涂裝要求進(jìn)行。 2) 檢驗(yàn)合格后的管件用塑料塞封口,用三防布進(jìn)行包扎保護(hù),并進(jìn)行標(biāo)識。
驗(yàn)豐富")
驗(yàn)豐富")
驗(yàn)豐富")
點(diǎn)擊查看鵬鑫鋼鐵(德清縣分公司)的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
