

想一睹珩磨管油缸管報價貨到付款產品的真實風采嗎?我們的現場實拍視頻將帶您親臨現場,感受產品的卓越品質和創新設計,不容錯過!
以下是:珩磨管油缸管報價貨到付款的圖文介紹

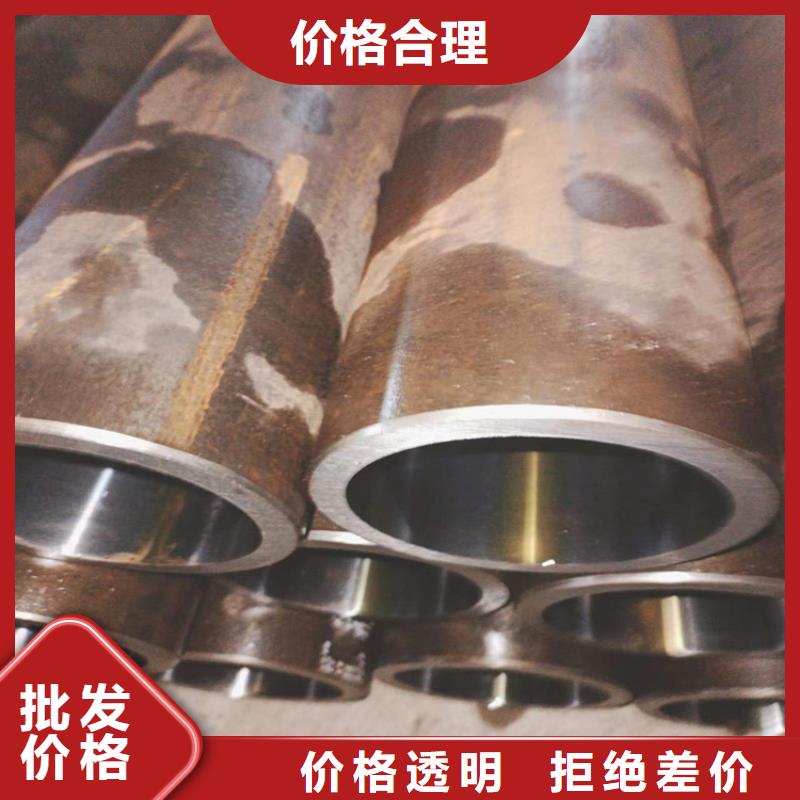
珩磨管油缸管絎磨管選擇合適的珩磨管淬火冷卻方法 一般說,珩磨管淬火裂紋產生在珩磨管淬火硬化部分。為了實現珩磨管淬火硬化,必須從奧氏體化溫度以大于臨界冷卻速度進行急冷。熱應力和相變應力之和是正值(拉應力)還是負值(壓應力),決定了珩磨管淬火裂紋是否發生。為正值易裂,為負值則不易裂。為了防止淬裂,應充分有效地利用熱應力,減少相變應力。冷卻速度與淬裂的關系(1)預冷珩磨管淬火:把工件自奧氏體化溫度取出,先行在空氣中預冷一段時間,使各部分溫差減小,或在技術條件允許的情況下,令其薄的截面處或棱角處產生部分非馬氏體組織,然后再進行全部珩磨管淬火。(2)雙液珩磨管淬火:雙液珩磨管淬火從單純防止珩磨管淬火裂紋的觀點出發,關鍵是第二級珩磨管淬火介質的緩冷作用。先強冷后弱冷,如水-油、水-空、油-空氣等。珩磨管


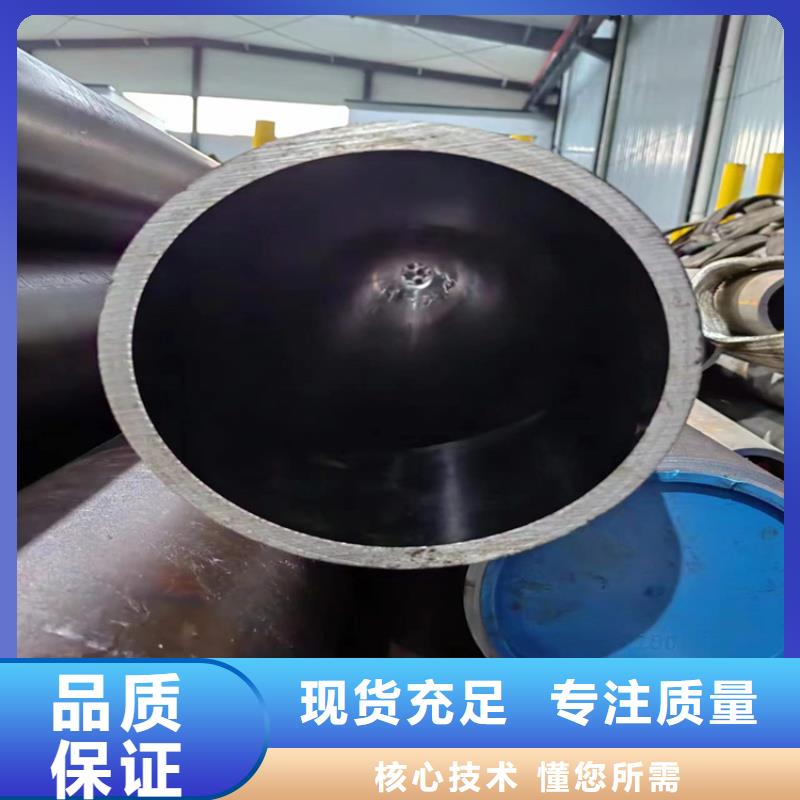
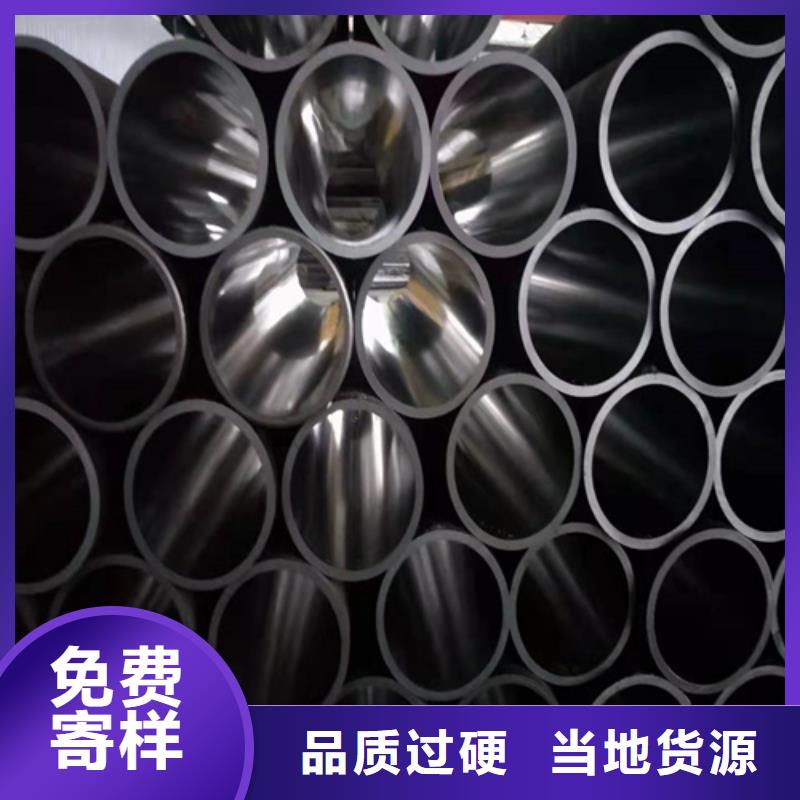
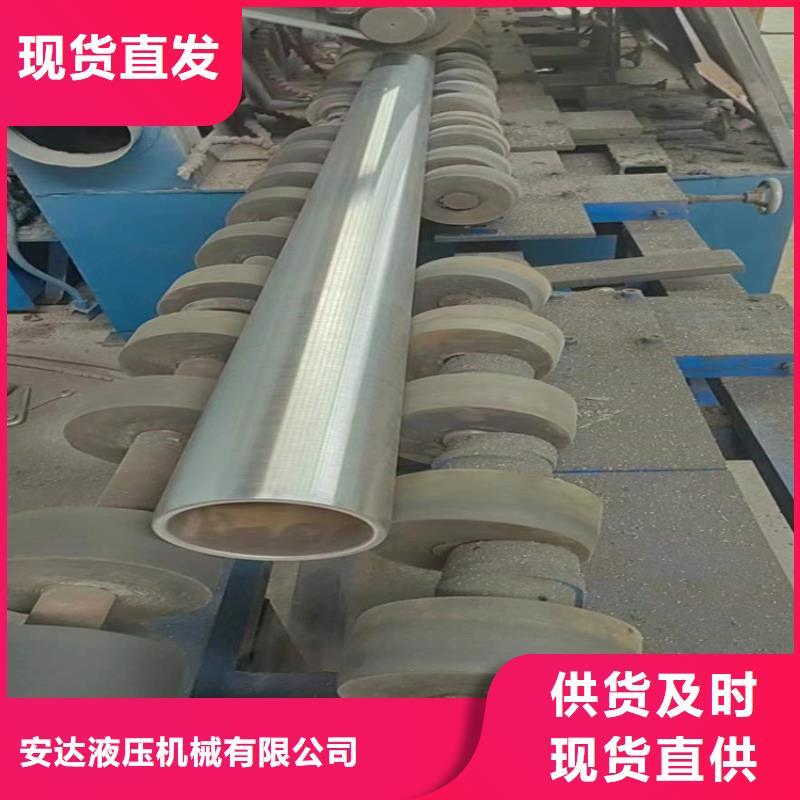
企業旺旺珩磨管絎磨管油缸管珩磨管是選用精密無縫鋼管制造機械結構或液壓設備等,精密鋼管通過冷拔或冷軋處理后的一種高精密的無縫鋼管。由于珩磨管內外壁無氧化層、承受高壓無泄漏、高精度、高光潔度、冷彎不變形、擴口、壓扁無裂縫等有點,所以主要用來生產氣動或液壓產品。珩磨管的敷設排列和走向應整齊一致,層次分明,盡量采用水平或垂直布管,水平管道的不平行度應≤2/1000;垂直管道的不垂直度應≤2/400。用水平儀檢測。較長的管道必須考慮有效措施以防止溫度變化使管子伸縮而引起的應力。直徑50mm以上的珩磨管一般應采用機械加工方法切割。如用氣割,則必須用機械加工方法車去因氣割形成的組織變化部分,同時可車出焊接坡口。除回油管外,壓力由管道不允許用滾輪式擠壓切割器切割,切割表面必須平整,去除毛刺、氧化皮、熔渣等。



液壓機械有限公司(荊門分公司)位于遼河路燕山路交叉口南500米東首,交通j i為便利。公司常年致力于 高精度活塞桿的研發和生產,擁有雄厚的專業技術力量。 公司專營 高精度活塞桿系列產品,公司一貫信奉合作來源于誠信,品質來源于實現的行為準側,致力于互利互惠,資源共享的雙贏模式,竭誠歡迎垂詢洽談。




