




文字描述雖好,但視頻更能直觀展示注塑產品尼龍套48小時發貨產品的每一處細節。
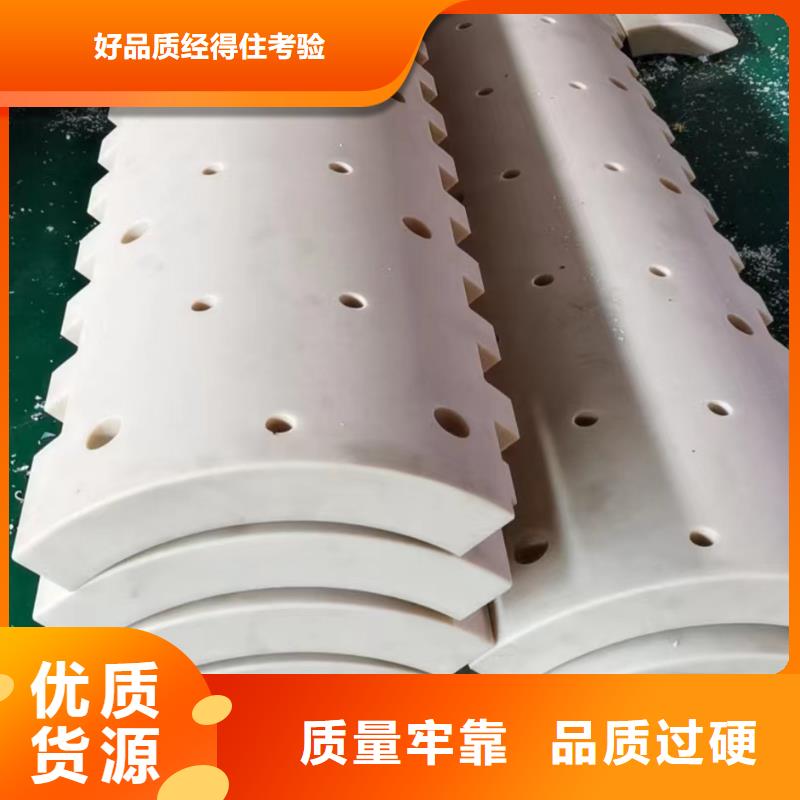
以下是:注塑產品尼龍套48小時發貨的圖文介紹

銘諾橡塑制品(嘉興市分公司)擁有專業的隊伍,專業生產 尼龍套廠家,企業嚴把質量關,做到不合格不出廠。本公司始終恪守“誠信di yi、服務di yi”的經營理念,堅持以市場為導向,以客戶為中心,以質量為企業命脈,以誠信為治企之本,堅持認真嚴謹的原則穩步進取,不斷發展壯大。 銘諾橡塑制品(嘉興市分公司)始終讓用戶買得放心,用得稱心。 服務于客戶—密切聯絡客戶,建立信息反饋網絡,滿足客戶的需求,服務跟進。



浙江嘉興注塑產品 產生變形的原因 1-1 品的形狀,特別是成形收縮率同制品厚度的關系而引起的殘留應力。 l-2日于成型條華產生的殘余應 1-3脫模時產生的殘余應力 1-4由于冷卻時間不足而引起變形 .相關聯的知識 2-1 制品的變形(翹曲、彎曲、小紋)同產生紋的原因一樣即制品內殘余內應力。成型的設定條件應朝制品內應力的方向設定。即提高料筒溫度、模具溫度后,在材料流動性變好的狀態下,射出壓力不要太高。 22為了減少殘余內應力,有進行退火處理,即在熱變形溫度 10度以下,小時以上的加熱就有內應力的效果。但這種方式的退火因費用高而使用的不普遍。 2-3 如果模具的冷卻水孔不能對制品進行均勻冷卻,也會產生殘余應力,這就意味著冷卻水孔不能太淺。



浙江嘉興注塑產品 解決的方法 3-1 即時:降低射出壓力,降低加熱料筒溫度。降低射出速度 3-2 短期的:對模具發生飛邊的面進行研磨 3-3 長期的:模具使用硬質鋼的材料。 由于材料的差異 4-1 因流動性好的材料也就容易產生飛邊,所以模具分型面要做得嚴密 4-2結晶性材料在熔融時因粘度很低。特別需要模具分型面的嚴密 參考事項 5-1 應注意,對模具加過大的壓力也會產生飛邊,分型面之間,夾人異物既損傷模具,又會產生飛邊。 5-2模具材料通常使用 S50C 等材料(日本 JS 標準相當于國產 50鋼)使用 HRC30 的預先硬化過的特殊鋼,在分型面就很難產生飛邊


