



想一睹PE鋼帶增強螺旋波紋管-PE雙壁波紋管按需設計產品的真實風采嗎?我們的現場實拍視頻將帶您親臨現場,帶你感受PE鋼帶增強螺旋波紋管-PE雙壁波紋管按需設計產品的獨特之處!
以下是:PE鋼帶增強螺旋波紋管-PE雙壁波紋管按需設計的圖文介紹

潤星電力管材(雅安市分公司)坐落在塑料管材產業園,本公司是一家提供 mpp電力管的專業供應商及生產商,在市場競爭強烈的今天,公司本著一切以客戶所需,提供更方便、更快捷、更有效的服務建立了完善的售后服務體系,擁有一支專業技術精湛、經驗豐富的團隊,為客戶提供365天,全天候服務。多年來的勵精圖治,使我公司贏得了廣大客戶的一致好評。我們將誠實守信,追求卓越的經營理念,竭誠為客戶提供優良的產品和服務。



他們的用料是一樣的,都是高濃度的聚乙烯,還有就是他們都是有波紋的,所以,我們看著到的他們的共同點,下面, ,從字面的意思上理解,這是兩種不同的管道,一種叫做波紋管一種叫做螺旋波紋管,第二,他們同為有波紋的,但是波紋里面的東西是不同的,HDPE鋼帶增強螺旋波紋管波紋里面是空的,鋼帶增強聚乙烯螺旋波紋管里面是有鋼帶的,鋼帶在熔融的狀態下和聚乙烯融在一起,形成緊密的結合。第三,這兩種管道的生產時間不一樣的,鋼帶增強螺旋波紋管相對時間要短一些,所以管道的產量很高,不存在等貨的現象。HDPE鋼帶增強螺旋波紋管和鋼帶增強聚乙烯螺旋波紋管的區別是什么?總之,不管選擇那種管道,都要根據自己的工程需要來進行選擇。對不大于20mm的孔洞,在粘貼完成后,可用土工布包纏固定,固化24小時后即可還土。
今天帶你了解下HDPE鋼帶增強螺旋波紋管的生產操作規范。生產操作上料:用真空上料機將物料加入料斗內,啟動干燥機對物料進行干燥,干燥溫度根據具體情況而定,但不得超過80度。開啟擠出機減速箱冷卻水,轉動出水處球閥調至適當大小以對潤滑油進行冷卻。當檢查無誤,確認加溫、保溫時間達到后,再次擰緊各聯結螺釘。(擰緊螺釘時機頭各加熱器要斷電,操作者應帶好手套等防護用品)。啟動擠出機的驅動電機使螺桿低速運轉(<20r/min),稍撥開料斗插板,緩慢加料,待機頭出料時,根據料壞的塑化狀態及熔體壓力顯示調整各區溫度、螺桿轉速及下料量的大小。生產中隨時觀察擠出機的原料供給,謹防斷料。當機頭模口開始出料時。
應仔細觀察,若管坯壁厚不均勻,應進行調整,使內外層管坯均勻擠出。出料均勻后模口多余的物料。安裝好定徑套,聯結好管路,檢查有無滲漏。拆除模口段的18-22區加熱器。點動成型機“前進”按紐,使成型機到預定位置,注意模塊與定型套間的間隙,如有干涉應進行調整。成型機調整到位后,啟動真空泵,打開 段真空。啟動成型機使模塊運轉。啟動正常充氣,快速充氣。啟動1#擠出機,一段時間后停止快速充氣,待已形成外層壁,一級真空形成壓力后,啟動2#擠出機,內層真空。管材正常生產后,啟動各部冷卻。隨時注意觀察各壓力表表壓、各級溫度、速度變化情況,作好相應的記錄。管材通過噴淋冷卻槽,啟動水泵電機。
對管材均勻噴灑冷卻水,使管材進一步的冷卻。啟動吹干裝置除去管材外表面的水分。分別啟動切割機、堆放機進行切割和堆放。停機操作停止加熱首先合上料斗插板,停止加料,逐漸降低螺桿轉速,停止擠出。停止壓縮空氣、真空,向后退出成型機,管材脫離成型模塊后,按下成型機“停止”按紐,成型模塊停止運行。停止各部冷卻。切斷各設備電源、水源、壓縮空氣。清理現場。停機的處理如遇HDPE鋼帶增強螺旋波紋管成型不理想,需要進行調整時。需先停止擠出機,成型機向后退出至適當位置,成型模塊繼續運轉至管材脫離成型模塊后停止。遇緊急情況需緊急停機時,按急停按紐,當設備運行中發生重大時,應立即切斷總電源。操作注意事項嚴禁金屬塊及其他硬質雜物混入物料中。
今天帶你了解下HDPE鋼帶增強螺旋波紋管的生產操作規范。生產操作上料:用真空上料機將物料加入料斗內,啟動干燥機對物料進行干燥,干燥溫度根據具體情況而定,但不得超過80度。開啟擠出機減速箱冷卻水,轉動出水處球閥調至適當大小以對潤滑油進行冷卻。當檢查無誤,確認加溫、保溫時間達到后,再次擰緊各聯結螺釘。(擰緊螺釘時機頭各加熱器要斷電,操作者應帶好手套等防護用品)。啟動擠出機的驅動電機使螺桿低速運轉(<20r/min),稍撥開料斗插板,緩慢加料,待機頭出料時,根據料壞的塑化狀態及熔體壓力顯示調整各區溫度、螺桿轉速及下料量的大小。生產中隨時觀察擠出機的原料供給,謹防斷料。當機頭模口開始出料時。
應仔細觀察,若管坯壁厚不均勻,應進行調整,使內外層管坯均勻擠出。出料均勻后模口多余的物料。安裝好定徑套,聯結好管路,檢查有無滲漏。拆除模口段的18-22區加熱器。點動成型機“前進”按紐,使成型機到預定位置,注意模塊與定型套間的間隙,如有干涉應進行調整。成型機調整到位后,啟動真空泵,打開 段真空。啟動成型機使模塊運轉。啟動正常充氣,快速充氣。啟動1#擠出機,一段時間后停止快速充氣,待已形成外層壁,一級真空形成壓力后,啟動2#擠出機,內層真空。管材正常生產后,啟動各部冷卻。隨時注意觀察各壓力表表壓、各級溫度、速度變化情況,作好相應的記錄。管材通過噴淋冷卻槽,啟動水泵電機。
對管材均勻噴灑冷卻水,使管材進一步的冷卻。啟動吹干裝置除去管材外表面的水分。分別啟動切割機、堆放機進行切割和堆放。停機操作停止加熱首先合上料斗插板,停止加料,逐漸降低螺桿轉速,停止擠出。停止壓縮空氣、真空,向后退出成型機,管材脫離成型模塊后,按下成型機“停止”按紐,成型模塊停止運行。停止各部冷卻。切斷各設備電源、水源、壓縮空氣。清理現場。停機的處理如遇HDPE鋼帶增強螺旋波紋管成型不理想,需要進行調整時。需先停止擠出機,成型機向后退出至適當位置,成型模塊繼續運轉至管材脫離成型模塊后停止。遇緊急情況需緊急停機時,按急停按紐,當設備運行中發生重大時,應立即切斷總電源。操作注意事項嚴禁金屬塊及其他硬質雜物混入物料中。




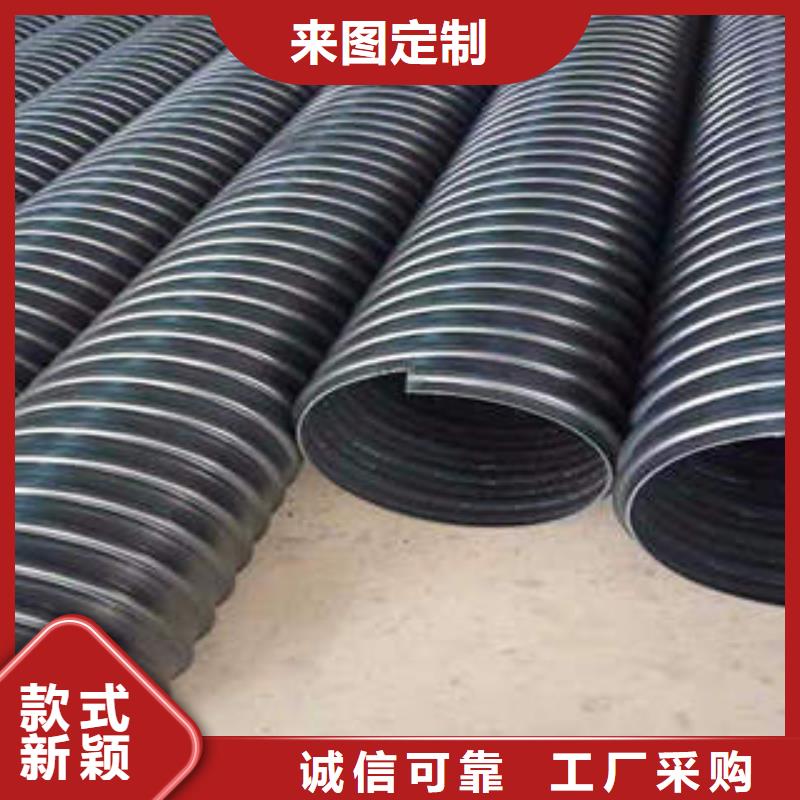
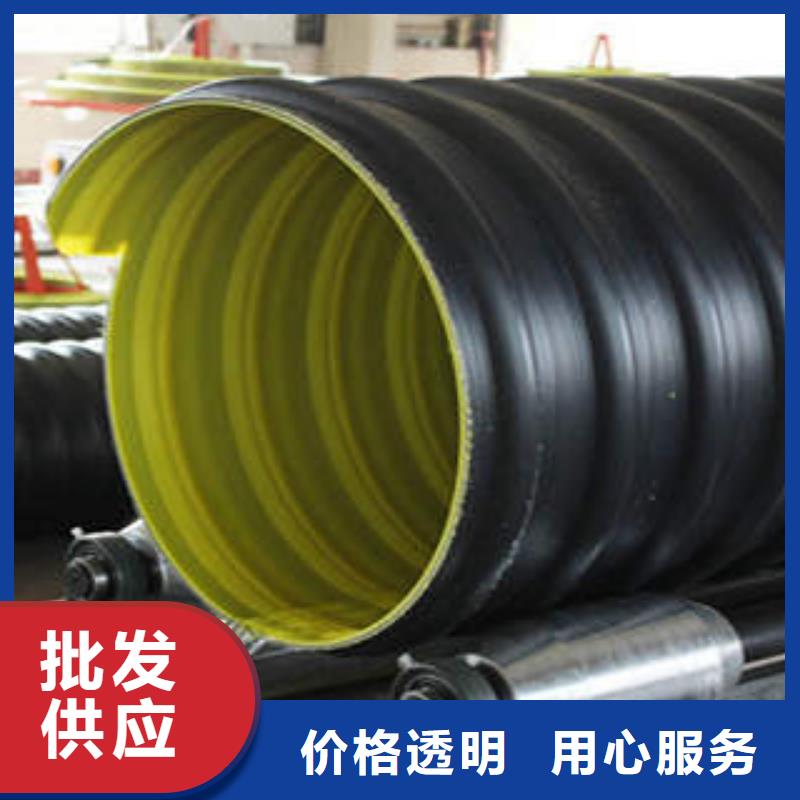
由于采用了U型鋼帶復合PE材料,使管材在不增加成本的前提下大幅度提高環剛度,同等重量情況下比纏繞管、克拉管強度大幅度提高。可解決重載等一系列問題,大口徑管材優勢更加明顯,生產管材口徑從φ300mm到φ3000mm,環剛度都保持在10KN/m2以上。比水泥管和其它塑料管重量更輕、性能更強。PE鋼帶增強螺旋波紋管產品具有環剛度高、強度大、重量輕、隔音減震,較高的抗紫外線穩定性,使用壽命長,彎曲性好,耐壓抗沖擊強度高等多種優點。可敷設在地質較差的路段,而且密封性好,施工快捷。
PVC鋼帶增強螺旋波紋管支吊架的安裝步驟有哪些pvc鋼帶增強螺旋波紋管在施工的時候,還是要靠支吊架的幫助,來實現它的一些功能,支吊架對管材的率使用施工也有好處,PVC鋼帶增強螺旋波紋管支吊架的安裝步驟有哪些呢?應及時對支、吊架固定和調整,支架安裝平整牢固和滑動支架的滑動面應平整。彈簧支、吊架的彈簧安裝的高度,應按設計的要求去調整,并作記錄。支、吊架與P管道的焊接時,應仔細檢查焊縫。管道安裝完畢,應按圖紙的要求逐個核對支、吊架的形式和位置。PVC波紋管支吊架的安裝要按照相應順序來安裝好,還要參考管材的尺寸,高度,來安裝。在安裝之后,不是說馬上可以使用了,而是應立即檢查。
鋼帶增強螺旋波紋管是指內壁光滑而外壁具有波紋(波紋形狀可以為直角、梯形及正弦形等)的塑料管,生產時是同時擠出2個同心管,再將波紋外管熔接在內壁光滑的內管上。目前我國已經開發應用的塑料波紋管中,80%是聚氯乙烯波紋管。聚氯乙烯鋼帶增強螺旋波紋管除擁有普通塑料管材的全部優點之外。還具有許多突出的特點:與板式管材相比,單位長度的波紋管材質量輕、能耗低、價格便宜;在同等負荷前提下,由于鋼帶增強螺旋波紋管壁較薄,比同種材質、同等規格的實芯管材可節約原料40%-60%;鋼帶增強螺旋波紋管的波紋形狀能加強管道對土壤的負荷抵抗力,又不增加它的曲撓性。
可以連續縛設在凸凹不平的地面上;接口連接方便且密封性好,搬運容易,現場施工極為方便,能減輕施工勞動強度,加快施工速度;聚氯乙烯鋼帶增強螺旋波紋管使用壽命長,露天使用壽命可以達到20年,地下使用壽命可以達到50年以上。我國從20世紀80年代中期開始引進塑料波紋管生產線。此后,在各個領域對塑料鋼帶增強螺旋波紋管的應用研究也不斷加速。目前我國約有30家聚氯乙烯鋼帶增強螺旋波紋管生產廠家,產量約為3萬噸/年,約占聚氯乙烯管材總產量的5%,其中小口徑管材約占90%,直徑600mm以上的大口徑管材較少。我國聚氯乙烯鋼帶增強螺旋波紋管生產線大部分為引進機組。
國外聚氯乙烯鋼帶增強螺旋波紋管成型機的主要供應商有德國UNICOR,加拿大DROSSBACH和CORMA公司等;另外,韓國大山、有明機械及宇邦工業等企業也在向我國推銷其生產設備和技術;此外,國內多家塑料機械設備企業也在開發聚氯乙烯鋼帶增強螺旋波紋管生產設備。如大連三壘的生產線樣機可生產直徑達500mm的管材。聚氯乙烯鋼帶增強螺旋波紋管在我國的應用首先從建筑排水領域開始推廣應用,尤其是埋地排水領域的優點正逐漸被認識,部分地區已經開始大量應用。農用排灌是聚氯乙烯鋼帶增強螺旋波紋管的一個巨大市場,從國內現在的管灌水平來看。
PVC鋼帶增強螺旋波紋管支吊架的安裝步驟有哪些pvc鋼帶增強螺旋波紋管在施工的時候,還是要靠支吊架的幫助,來實現它的一些功能,支吊架對管材的率使用施工也有好處,PVC鋼帶增強螺旋波紋管支吊架的安裝步驟有哪些呢?應及時對支、吊架固定和調整,支架安裝平整牢固和滑動支架的滑動面應平整。彈簧支、吊架的彈簧安裝的高度,應按設計的要求去調整,并作記錄。支、吊架與P管道的焊接時,應仔細檢查焊縫。管道安裝完畢,應按圖紙的要求逐個核對支、吊架的形式和位置。PVC波紋管支吊架的安裝要按照相應順序來安裝好,還要參考管材的尺寸,高度,來安裝。在安裝之后,不是說馬上可以使用了,而是應立即檢查。
鋼帶增強螺旋波紋管是指內壁光滑而外壁具有波紋(波紋形狀可以為直角、梯形及正弦形等)的塑料管,生產時是同時擠出2個同心管,再將波紋外管熔接在內壁光滑的內管上。目前我國已經開發應用的塑料波紋管中,80%是聚氯乙烯波紋管。聚氯乙烯鋼帶增強螺旋波紋管除擁有普通塑料管材的全部優點之外。還具有許多突出的特點:與板式管材相比,單位長度的波紋管材質量輕、能耗低、價格便宜;在同等負荷前提下,由于鋼帶增強螺旋波紋管壁較薄,比同種材質、同等規格的實芯管材可節約原料40%-60%;鋼帶增強螺旋波紋管的波紋形狀能加強管道對土壤的負荷抵抗力,又不增加它的曲撓性。
可以連續縛設在凸凹不平的地面上;接口連接方便且密封性好,搬運容易,現場施工極為方便,能減輕施工勞動強度,加快施工速度;聚氯乙烯鋼帶增強螺旋波紋管使用壽命長,露天使用壽命可以達到20年,地下使用壽命可以達到50年以上。我國從20世紀80年代中期開始引進塑料波紋管生產線。此后,在各個領域對塑料鋼帶增強螺旋波紋管的應用研究也不斷加速。目前我國約有30家聚氯乙烯鋼帶增強螺旋波紋管生產廠家,產量約為3萬噸/年,約占聚氯乙烯管材總產量的5%,其中小口徑管材約占90%,直徑600mm以上的大口徑管材較少。我國聚氯乙烯鋼帶增強螺旋波紋管生產線大部分為引進機組。
國外聚氯乙烯鋼帶增強螺旋波紋管成型機的主要供應商有德國UNICOR,加拿大DROSSBACH和CORMA公司等;另外,韓國大山、有明機械及宇邦工業等企業也在向我國推銷其生產設備和技術;此外,國內多家塑料機械設備企業也在開發聚氯乙烯鋼帶增強螺旋波紋管生產設備。如大連三壘的生產線樣機可生產直徑達500mm的管材。聚氯乙烯鋼帶增強螺旋波紋管在我國的應用首先從建筑排水領域開始推廣應用,尤其是埋地排水領域的優點正逐漸被認識,部分地區已經開始大量應用。農用排灌是聚氯乙烯鋼帶增強螺旋波紋管的一個巨大市場,從國內現在的管灌水平來看。



