

云海旭金屬材料有限公司
貨供應(yīng)##威海套筒##型號(hào)齊全")
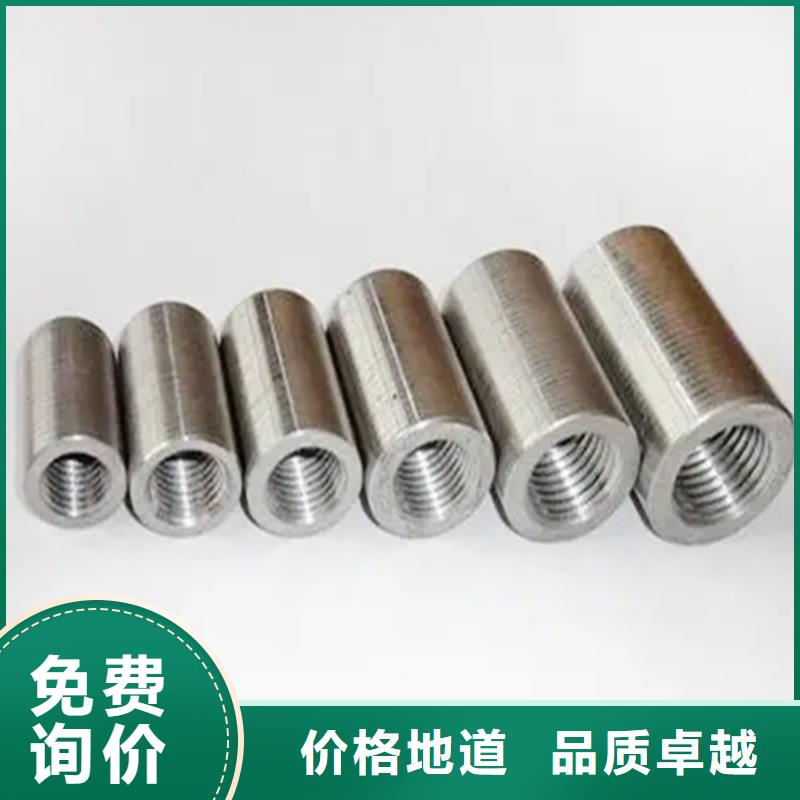
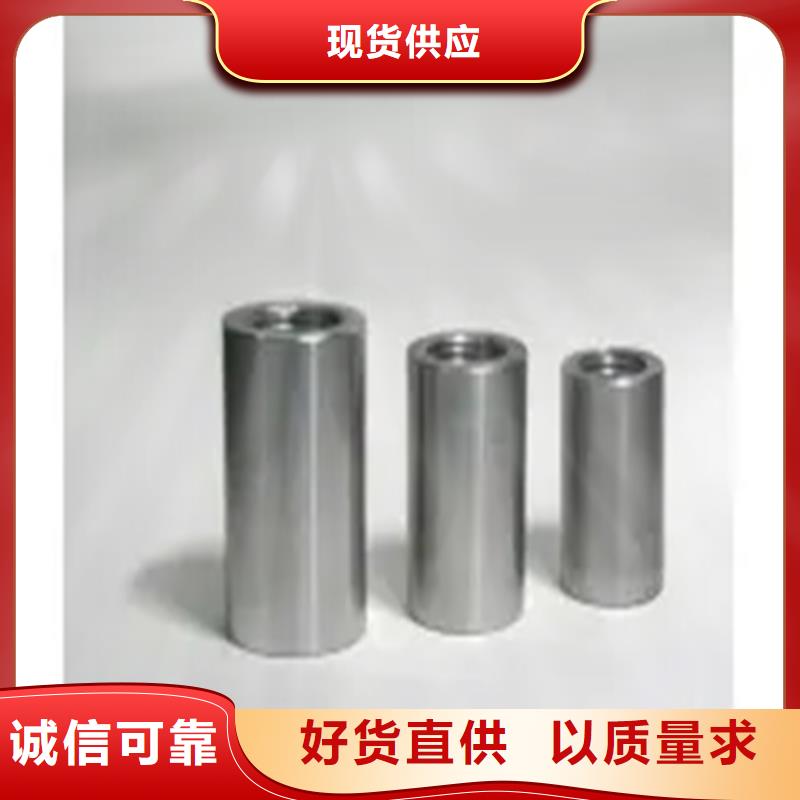
直螺紋鋼筋套筒連接套筒必須采用閃光接觸對(duì)焊;2).接頭百分率不應(yīng)大于25%;3).直螺紋鋼筋連接套筒焊接接頭連接區(qū)段長度為45d。鋼筋連接工程施工對(duì)連接套筒的規(guī)定工程施工采用連接套筒一定如果靠譜企業(yè)制造的,有產(chǎn)品合格證,材料一般為高合金鋼或高品質(zhì)碳素廠合金結(jié)構(gòu)鋼,抗壓強(qiáng)度承載能力指標(biāo)值應(yīng)超過、相當(dāng)于被連接鋼筋的受拉承載能力指標(biāo)值的1.20,連接套筒長為鋼筋直徑的二倍,連接套筒需有維護(hù)蓋,維護(hù)蓋上應(yīng)標(biāo)明套筒的規(guī)格型號(hào)。連接誒套筒在運(yùn)送、存儲(chǔ)全過程中,要避免生銹和污跡。
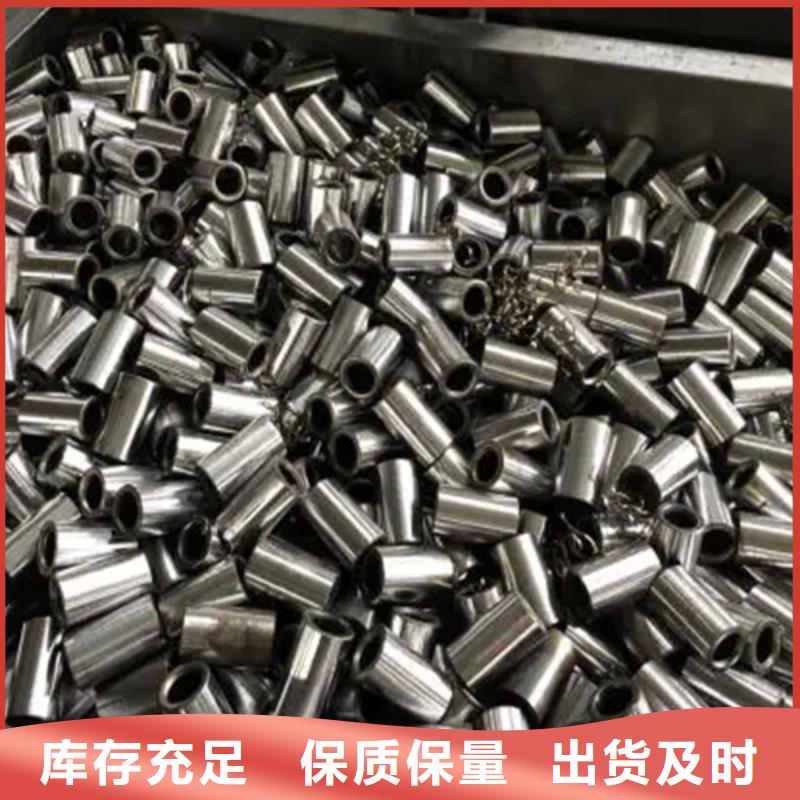
一個(gè)十分顯著的劣勢,那就是一般的鋼管,對(duì)于使用的環(huán)境,有著一定的要求。比如說在一些鍋爐、以及焚燒室當(dāng)中,都需求管道體系,將燃料運(yùn)送進(jìn)去。而在這些地方,由于燃料的焚燒,溫度會(huì)十分的高。即使鋼管本身,熔點(diǎn)就比較的高,也有或許無法,適應(yīng)如此高的溫度。一旦使用環(huán)境中的溫度,簡直達(dá)到了,管道所接受的極限,那管道的使用功能,就會(huì)大幅度的下降。鋼筋連接套筒的作用應(yīng)用性很強(qiáng)的。鋼筋套筒工藝操作要點(diǎn)和質(zhì)量要求:1)鋼筋螺紋加工:①加工鋼筋螺紋的絲頭、牙形、螺距等必須與連接套牙形、螺距一致,且經(jīng)配套的量規(guī)檢查合格。②加工鋼筋螺紋時(shí),應(yīng)采用水溶性切削潤滑液;當(dāng)溫度低于0℃時(shí),應(yīng)摻入15%—20%亞硝酸鈉,不得用機(jī)油做潤滑液或不加潤滑液套絲。③操作人員應(yīng)逐個(gè)檢查鋼筋絲頭的外觀質(zhì)量并做出操作者標(biāo)記。④經(jīng)自檢合格的鋼筋絲頭,應(yīng)對(duì)每種規(guī)格加工量隨機(jī)抽檢10%,且不少于10個(gè),如有一個(gè)不合格,即對(duì)該加工批全數(shù)檢查,不合格絲頭應(yīng)重加工,經(jīng)再次檢驗(yàn)合格后可使用。⑤已檢驗(yàn)合格的絲頭,應(yīng)加以保護(hù)戴上保護(hù)帽,并按規(guī)格分類整齊待用。
貨供應(yīng)##威海套筒##型號(hào)齊全")
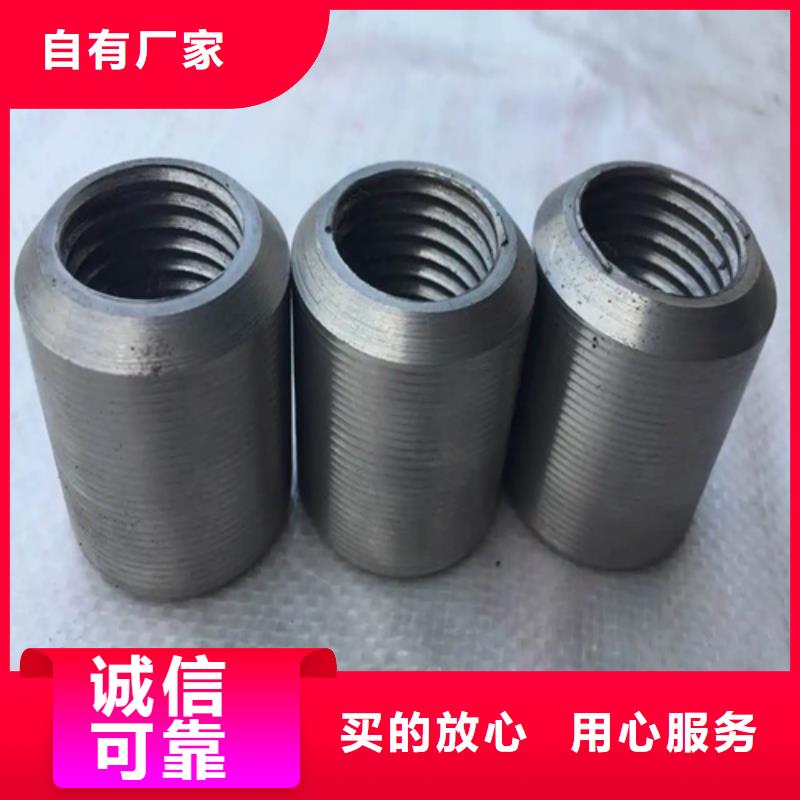
現(xiàn)場施工連接鋼筋套筒需要注意哪些點(diǎn)呢?1、接頭的加工和安裝質(zhì)量必須符合相關(guān)的國標(biāo)和驗(yàn)收規(guī)范。2、袖子必須有工廠。外觀質(zhì)量和螺紋規(guī)格必須符合要求。目視檢查,游標(biāo)卡尺和螺紋塞規(guī)用于檢查。3、鋼筋原料的強(qiáng)度必須符合設(shè)計(jì)和規(guī)范要求。鋼筋直徑的偏差必須在允許的范圍內(nèi)。如果存在過度偏差,剝離后直徑將變小或不圓,并且線頭易于加工。齒的斷裂現(xiàn)象會(huì)影響接頭的強(qiáng)度。4、加工焊頭時(shí),加工參數(shù)必須控制在允許的偏差范圍內(nèi)。在開始加工之前,必須根據(jù)鋼筋的直徑調(diào)整剝離肋,螺紋滾壓頭,上升刀環(huán),滾動(dòng)行程等的直徑。5、對(duì)鋼絲頭進(jìn)行加工,目視檢查外觀質(zhì)量,并逐一檢查卡鉗和端頭和螺紋環(huán)規(guī)。如果不合格,則應(yīng)刪除返工。加工前,可以使用相同的規(guī)格和相同批次的廢鋼進(jìn)行調(diào)試。6、對(duì)于合格的線端,請(qǐng)及時(shí)添加保護(hù)蓋,以免生銹或損壞。7、現(xiàn)場安裝時(shí),鋼筋的規(guī)格和鋼筋套管的尺寸應(yīng)相同。擰緊后,套管兩側(cè)不應(yīng)有一根完整的螺紋。8、安裝的接頭由現(xiàn)場監(jiān)督見證,并測試接頭的強(qiáng)度。
貨供應(yīng)##威海套筒##型號(hào)齊全")
貨供應(yīng)##威海套筒##型號(hào)齊全")
貨供應(yīng)##威海套筒##型號(hào)齊全")
