



我們為您準備了保溫鋼管-消防涂塑鋼管設計制造銷售服務一體產品的全新視頻介紹,視頻中的每一幀,都是產品的真實寫照
以下是:保溫鋼管-消防涂塑鋼管設計制造銷售服務一體的圖文介紹
友駿管道(岱山縣分公司)在多年的 燃氣3PE防腐鋼管經營中以快捷、和完善的售后服務,贏得了廣大用戶的贊同。在 燃氣3PE防腐鋼管市場競爭日益激烈的本日,在發揮自身優勢的同時,將借鑒成功企業的經驗,不斷完善自己,合理調整經營策略,力求適應 燃氣3PE防腐鋼管市場。 我們將堅持質量,信譽至上的宗旨,高層次、高質量、高標準服務于社會。依托完善的現代企業管理和質量體系及先進的質量檢測手段,為中外新老客戶提供超優質的 燃氣3PE防腐鋼管產品和服務!



保溫鋼管輸送介質種類繁多:如給水用聚氨酯預制保溫管、耐高溫聚氨酯保溫管、蒸汽輸送用直埋式聚氨酯復合預制保溫管、石油用埋地硬質聚氨酯泡沫塑料等。防腐保溫管等。我廠是河北省直埋保溫管生產廠家。我廠主要產品有直埋保溫管系列和外墻保溫板系列。本人從事直埋保溫管領域多年,了解到直埋管用途廣泛。主要用于石油、化工等行業。它具有良好的保溫隔熱功能。長壽命可達70年。地底下沒有質的變化。蒸汽管內的滑動支架和內固定采用特殊材料的隔熱措施,防止產生熱橋,從而保證外防腐層的溫度控制。纖維纏繞增強玻璃鋼外護管具有良好的剛性和防水性能,其優異的耐腐蝕性能使其適用于各種復雜的土環。
預制直埋保溫鋼管廣泛應用于液體和氣體輸送管網、化工管道保溫工程、石油、化工、集中供熱網、空調通風管道、市政工程等。專業的埋地保溫管廠。工廠非常重視產品的性能測試和主要材料的選擇,并定期進行現場測試。預制直埋保溫管道價格廠家直銷不合格產品將立即返廠調整,努力降低不合格率。玻璃鋼管道維護成本低。玻璃鋼管道耐腐蝕、耐磨、抗凍、防污,使工程無需防銹、防污、保溫、保溫等措施和維護,節約成本。埋地管道無需保護,可節省70%以上的工程維護費用。更重要的是,玻璃鋼管道具有很強的可塑性。根據實際需要設計的玻璃鋼管道更能滿足用戶的實際需要。例如,對于不同的流量、不同的壓力、不同的埋藏深度和負載條件,應設計不同的壓力和管道的剛度等。






保溫鋼管是以鋼管為內層,通過加工工藝將填充在鋼管外部的保溫層與保護層一同固定。通俗的說,就是在鋼管的外部包裹一層保溫材料和保護層,起到保溫和抗腐蝕的作用。保溫層通常采用的材料有硅酸鋁氈、聚氨酯泡沫、巖棉、玻璃棉等。其中,聚氨酯泡沫具有良好的保溫、隔音效果和絕熱性能,因此在現代建筑中被廣泛采用。而保護層通常選擇玻璃鋼、聚乙烯等材料,以保護保溫層不受外界環境的影響。與普通鋼管相比,保溫鋼管的優點主要體現在以下幾個方面:首先,保溫鋼管保溫性能良好,能有效地防止能量的散失,滿足建筑、化工、電力等領域高要求保溫的需求。其次,由于保溫鋼管具有良好的防腐性能,因此它的使用壽命比普通鋼管更長,能夠降低因管道老化所帶來的風險。,保溫鋼管具有良好的抗沖擊性能,不易受到外力的破壞。當然,保溫鋼管也存在一些缺點,比如其成本較高,需要比普通鋼管更復雜的生產工藝等。但是,作為現代建筑工程和化工廠的重要組成部分,保溫鋼管能夠滿足更高的建筑和工程要求,也為現代化的建筑和工業發展作出了重要的貢獻。



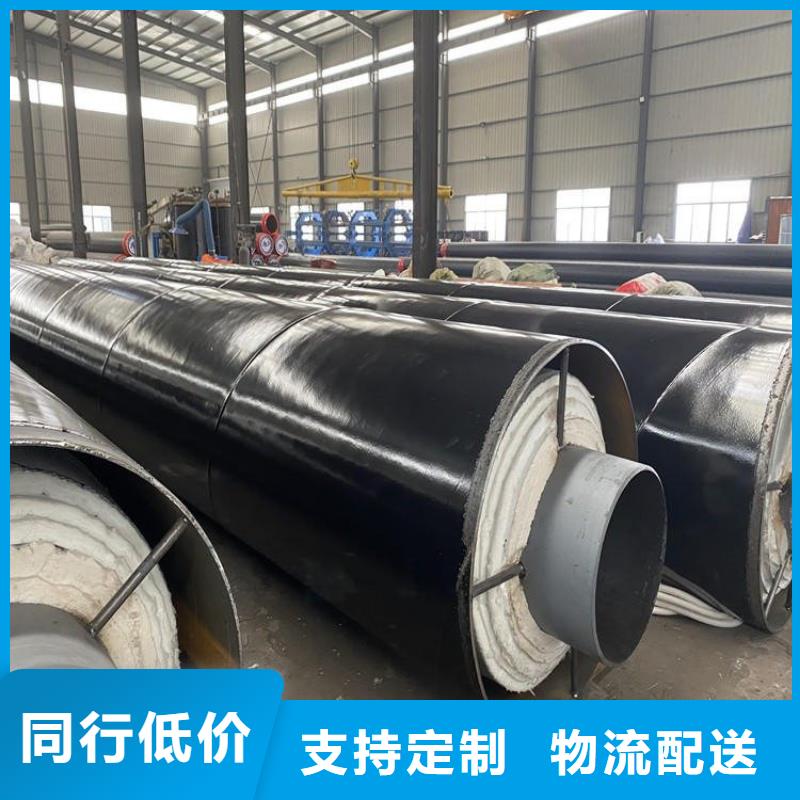
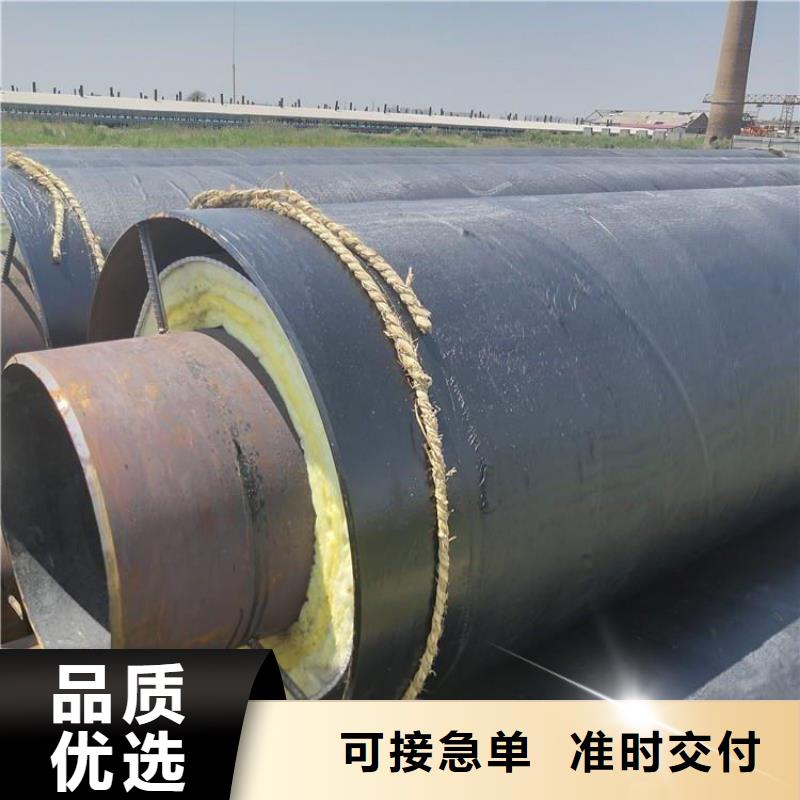
聚氨酯保溫鋼管,全稱:高密度聚乙烯外護管聚氨酯泡沫塑料預制直埋保溫管,由輸送介質的工作鋼管,聚氨酯硬質泡沫塑料保溫層和高密度聚乙烯外護管緊密結合而成。
工作鋼管層根據設計和客戶的要求一般選用無縫管(GB8163至87)螺旋焊管(GB9711至88;SY/T5038至92)和直縫焊管(GB3092至93)。鋼管表面經過拋丸除銹工藝處理后,鋼管除銹等級可達GB8923-1988標準中的Sa2級,表面粗糙度可達GB6060.5至88標準中R=12.5微米
第二層:聚氨酯保溫層用高壓發泡機在鋼管于外護層之間形成的空腔中一次性注入硬質聚氨酯泡沫塑料原液而成。即俗稱的“管中管發泡工藝”。其作用一是防水,二是保溫,三是支撐熱網自重。當輸送介質溫度為:-50℃-150℃時,選用硬質聚脲酸酯泡沫塑料做保溫層。
第三層:高密度聚乙烯保護層預制成一定壁厚的黑色(黃色)塑料管材,其作用一是保護聚氨酯保溫層免遭機械硬物破壞,二是防腐防水。
保溫鋼管先生產出高密度聚乙烯外護管,然后在聚乙烯外護管與鋼管之間的空隙再澆注聚氨酯硬質泡沫塑料保溫層的制作工藝就是我們常說的"兩步法"。
保溫鋼管制作流程:鋼管除銹--聚氨酯發泡--成形--成品檢測--入庫
1、除銹
2、穿管及支架捆扎:
A.按芯管和保溫層選定的高密度聚乙烯外護管→。
B.除銹處理后的鋼管→分段捆扎支架(1.5米/段)→將捆扎好支架芯管穿入高密度聚乙烯外護管內,直至芯管兩端裸露部分均為150mm-250mm。
C.將符合芯管直徑和保溫層厚度的卡頭(法蘭或外卡)封堵在管道兩端并將其鎖緊。
注:支架的結構、高度、材質、捆扎方式、抗壓強度應根據芯管直徑和設計要求選取。
3、聚氨酯澆注發泡:
調整發泡機的混合比為1:1.05→測定設備流量→設定澆注時間(投料量/流量)。在穿管完畢管道兩端封堵后的HDPE外護管中間正上位置開澆注孔→將發泡機混合頭的澆注嘴插入澆注孔→澆注→料空塞封堵澆注孔→熟化→拆卸卡頭→檢驗→修正投料量→成品。
