







1、控制送帶長度的電位器在零線位。調整控制面板上左起先二個旋鈕。每一個刻度長度大約1M,順時針方向調整。則出帶長度愈長,反之愈短。如果在零線位里則不出帶。
2、穿帶不正確。打開右門,按照說明書上標明的“穿帶方法”成右門內側的穿帶示意圖,正確穿帶。
3、上下分機內有異物。機器長期使用,未能及時清潔與保養,致使機器內積滿垃圾與臟物,使出帶不順暢自如,所以先須定期清潔與保養。
4、送帶滾輪間隙不正確。送帶滾輪之間的間隙大小對正常送帶至關重要,仔細調整,調至比帶子厚度多出0.5-1mm時即可。
5、選用的PP帶太厚或太薄。PP帶生產廠家繁多,厚度也不一致,很好能選用本公司出告的PP帶,如不可能,請按照說明書的方法,仔細調整送退帶滾輪的間隙。
6、橫桿電磁鐵工作不正常。橫桿電磁鐵不工作,當然不能自動出帶,發生此種情況。要先檢查電滋鐵連線焊接頭是否脫落,再檢查線圈是否燒壞,如兩者都無異常,應檢查電磁鐵是否移位或是被帶屑、臟物堵住,使子彈頭不能活動自如。
7、其他故障原因。捆緊旋鈕太松,PC/TD板壞,500K出帶控制電位器壞



注銷(福建分公司)秉承“以人為本,科技創新”的崇高信念,以可靠的 注銷產品質量,優惠的銷售價格,完善的售后服務,精益求精,追求完美,竭力歡迎新老客戶垂詢合作,愿與廣大客戶共創雙贏的美好明天。



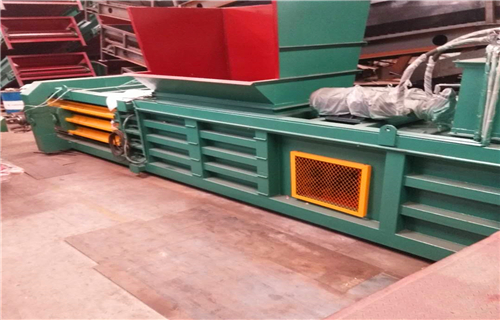
廢紙打包機選用的液壓油質量,液壓油質量直接決定了油缸是否能發揮大的效用,同時也直接影響了油缸的故障率和使用壽命。保證廢紙打包機生產先須選用優質的46號抗磨液壓油。
以上就是我為大家總結的原因希望對大家有所幫助。
一種產品如果不隨著時代的進步就會淘汰所以廢紙打包機就應該創新隨著社會的發展走廢紙打包機的行業還是會有一定的突破機會的。只要創新,始終以質量為生產的主要,以滿足客戶的不同需求為主,那么我們的廢紙液壓打包機行業就會慢慢的發展起來。



廢紙打包機在生產前使用什么方法來檢測設備是否正常? 我現在將詳細解釋你:
1,空載試驗機
打開廢紙液壓打包機的電源,松開系統閥門,溢出系統,啟動電機(啟動后使用停止方法),觀察電機轉向是否與轉向一致。啟動電機,觀察油泵在運行過程中是否穩定可靠。 泵中沒有明顯的噪音。 如果沒有,可以使用測試機器。 逐漸調整廢紙液壓打包機的溢流閥手柄,使壓力約為8Mpa。 按操作順序操作,對每個氣缸進行單次運動,觀察操作是否穩定無振動,逐步調節主壓氣缸和側壓力。氣缸與底板和側框架之間的平行度固定主缸和側缸,并通過調節支撐件支撐氣缸的尾部。

