



我們的法蘭毛坯沖壓法蘭毛坯庫存豐富視頻現已上線,它比任何文字描述都能更直觀地展示產品的魅力。請點擊觀看。
以下是:法蘭毛坯沖壓法蘭毛坯庫存豐富的圖文介紹

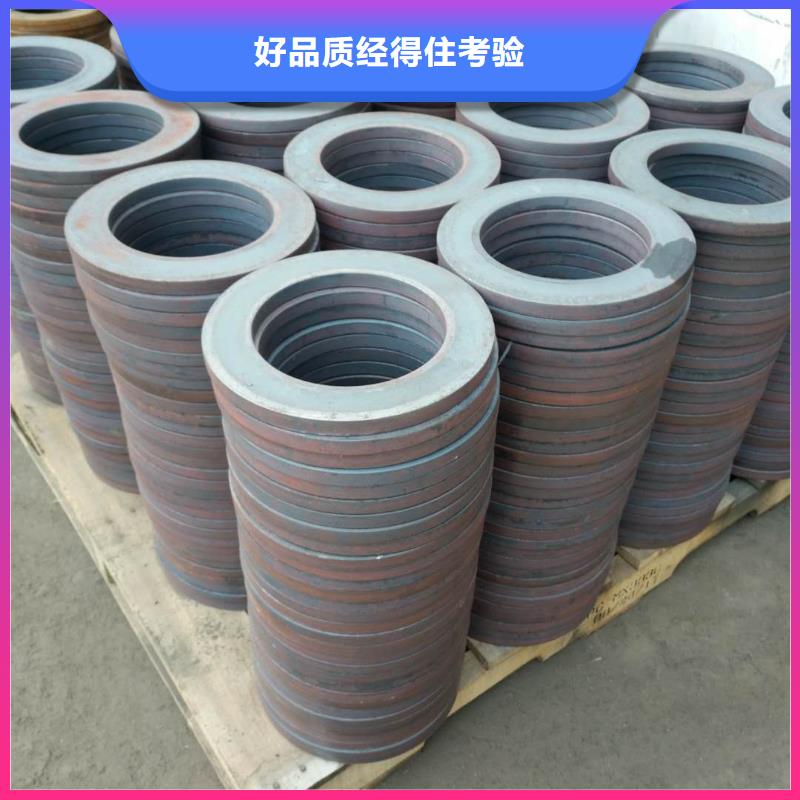
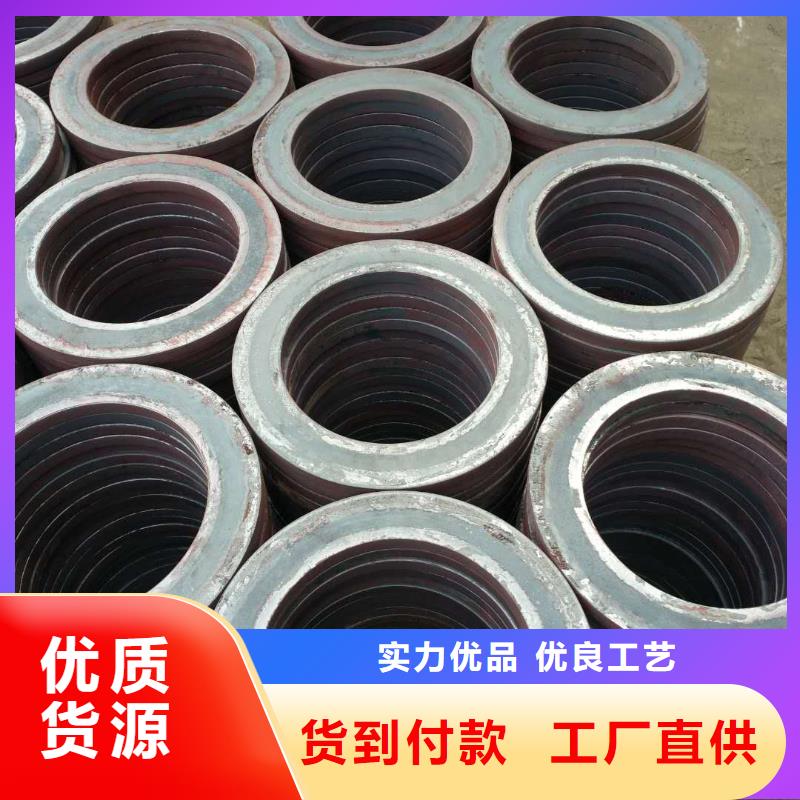
搏遠金屬制品(邵陽市分公司)擁有完善、配套的生產設備,經驗豐富的專業技術人才和生產操作規程,形成了自主設計、不斷創新,規模生產的現代企業科技平臺,企業生產經營的 大口徑法蘭毛坯產品,嚴格按照標準及行業標準生產,產品經相關省市質量監督檢驗院檢測,各項指標均為合格。
搏遠金屬制品(邵陽市分公司)以”品種齊全,價格優惠,誠信經營,服務至上,質量保證”的生產經營理念,竭誠為廣大客戶服務。



20 法蘭蓋也稱為盲板或盲法蘭,屬于國標法蘭標準體系。盲板法蘭的中間是實的,四周是螺栓孔,外觀就像一個鐵蓋子,故又叫做法蘭蓋,不銹鋼材質的就叫不銹鋼法蘭蓋。盲板法蘭可以是平面也可以是突面、凹凸面、榫槽面、環連接面,但不像對焊法蘭似的有個脖子(什么是對焊法蘭),總之,盲板法蘭目的就是為了堵住管道口,是管內物質不致溢出,一般用在供水支管末端。還有就是臨時部分管段要先行試壓時用到臨時封鎖用的,有的直接加閥門,有的是原先的管道現在不用了,就用盲法蘭盲死。 承插法蘭簡稱為(SW法蘭),承插法蘭的基本形狀與帶頸平焊法蘭相同,即在法蘭的內孔上開有一段承孔,管子插入承孔內焊住,在法蘭背面焊一圈焊縫,由于承插法蘭與曹子間存在空隙,易產生腐蝕,若里面再焊一道縫就可避免這種腐蝕。內外兩面焊接的承插法蘭,其疲勞強度比平焊法蘭大5%而靜強度相同。使用這種承插法蘭時,其內徑需一與管子內徑一致。承插法蘭僅適用于公稱通徑150以下口徑的管道上。



24 激光切割技術廣泛應用于金屬和非金屬材料的加工中,可大大減少加工時間,降低加工成本,提高工件質量。激光切割是應用激光聚焦后產生的高功率密度能量來實現的。與傳統的板材加工方法相比 , 激光切割其具有高的切割質量、高的切割速度、高的柔性(可隨意切割任意形狀)、廣泛的材料適應性等優點。
(1)激光熔化切割山東搏遠金屬制品有限公司主要生產:法蘭毛坯,法蘭盤毛坯,熱擴法蘭毛坯,熱擴法蘭盤毛坯,熱擴加強圈。沖壓件:沖壓墊片、法蘭毛坯,加強圈,法蘭盲板、沖壓異形件,異形法蘭毛坯,沖壓圓片,方形法蘭盤。支持來圖來樣訂做和來料加工,可以根據客戶需求生產各種規格材質的沖壓件和熱擴產品。公司自建立以來,以質量為本,規格齊全,價格優廉的宗旨,創造了很好的社會效益和經濟效益,為謀求企業的長遠利益,打下了穩定的基礎。公司本著“譽、質量、用戶”的經營原則
在激光熔化切割中,工件被局部熔化后借助氣流把熔化的材料噴射出去。因為材料的轉移只發生在其液態情況下,所以該過程被稱作激光熔化切割。
激光光束配上高純惰性切割氣體促使熔化的材料離開割縫,而氣體本身不參與切割。
——激光熔化切割可以得到比氣化切割更高的切割速度。氣化所需的能量通常高于把材料熔化所需的能量。在激光熔化切割中,激光光束只被部分吸收。
——切割速度隨著激光功率的增加而增加,隨著板材厚度的增加和材料熔化溫度的增加而幾乎反比例地減小。在激光功率一定的情況下,限制因數就是割縫處的氣壓和材料的熱傳導率。
——激光熔化切割對于鐵制材料和鈦金屬可以得到無氧化切口。
——產生熔化但不到氣化的激光功率密度,對于鋼材料來說,在104W/cm²~105 W/cm²之間。
(2) 激光火焰切割
激光火焰切割與激光熔化切割的不同之處在于使用氧氣作為切割氣體。借助于氧氣和加熱后的金屬之間的相互作用,產生化學反應使材料進一步加熱。對于相同厚度的結構鋼,采用該方法可得到的切割速率比熔化切割要高。
另一方面,該方法和熔化切割相比可能切口質量更差。實際上它會生成更寬的割縫、明顯的粗糙度、增加的熱影響區和更差的邊緣質量。
——激光火焰切割在加工精密模型和尖角時是不好的(有燒掉尖角的危險)。可以使用脈沖模式的激光來限制熱影響。
——所用的激光功率決定切割速度。在激光功率一定的情況下,限制因數就是氧氣的供應和材料的熱傳導率。
(3)激 化切割
在激 化切割過程中,材料在割縫處發生氣化,此情況下需要非常高的激光功率。
為了防止材料蒸氣冷凝到割縫壁上,材料的厚度一定不要大大超過激光光束的直徑。該加工因而只適合于應用在必須避免有熔化材料排除的情況下。該加工實際上只用于鐵基合金很小的使用領域。
該加工不能用于,象木材和某些陶瓷等,那些沒有熔化狀態因而不太可能讓材料蒸氣再凝結的材料。另外,這些材料通常要達到更厚的切口。
——在激 化切割中,優光束聚焦取決于材料厚度和光束質量。
——激光功率和氣化熱對優焦點位置只有一定的影響。
——所需的激光功率密度要大于108W/cm2,并且取決于材料、切割深度和光束焦點位置。
——在板材厚度一定的情況下,假設有足夠的激光功率,切割速度受到氣體射流速度的限制。


