您的位置>首頁(yè) >大興安嶺本地產(chǎn)品News >
現(xiàn)貨供應(yīng)鋼筋籠繞筋機(jī)_誠(chéng)信企業(yè)
更新時(shí)間: 2025-07-09 13:15:35 ip歸屬地:大興安嶺,天氣:小雨,溫度:16-23 瀏覽次數(shù):1
以下是:黑龍江省大興安嶺市現(xiàn)貨供應(yīng)鋼筋籠繞筋機(jī)_誠(chéng)信企業(yè)的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) |
|---|
| 產(chǎn)品價(jià)格 | 36000/臺(tái) |
|---|
| 發(fā)貨期限 | 3 |
|---|
| 供貨總量 | 99 |
|---|
| 運(yùn)費(fèi)說(shuō)明 | 物流/專車 |
|---|
| 小起訂 | 1 |
|---|
| 質(zhì)量等級(jí) | 優(yōu) |
|---|
| 是否廠家 | 是 |
|---|
| 產(chǎn)品品牌 | 河南建貿(mào) |
|---|
| 發(fā)貨城市 | 河南許昌 |
|---|
| 產(chǎn)品產(chǎn)地 | 河南許昌 |
|---|
| 加工定制 | 是 |
|---|
| 產(chǎn)品型號(hào) | RLJ-3000 |
|---|
| 可售賣地 | 全國(guó) |
|---|
| 產(chǎn)品重量 | 3500kg |
|---|
| 產(chǎn)品顏色 | 可定制 |
|---|
| 品牌 | 河南建貿(mào) |
|---|
| 型號(hào) | RLJ-3000 |
|---|
| 加工范圍 | 400-3000 |
|---|
| 安裝尺寸 | 16M*5M |
|---|
| 整機(jī)質(zhì)量 | 3500KG |
|---|
| 名稱 | 鋼筋籠繞筋機(jī) |
|---|
| 范圍 | 供應(yīng)鋼筋籠繞筋機(jī)_誠(chéng)信企業(yè)供應(yīng)范圍覆蓋黑龍江省 哈爾濱市、齊齊哈爾市、鶴崗市、大慶市、佳木斯市、牡丹江市、黑河市、綏化市、大興安嶺市 呼瑪縣、塔河縣、漠河市等區(qū)域。 |
|---|
以下是:黑龍江省大興安嶺市現(xiàn)貨供應(yīng)鋼筋籠繞筋機(jī)_誠(chéng)信企業(yè)的圖文視頻
導(dǎo)讀 【建貿(mào)】為您提供
哈爾濱鋼筋籠滾籠機(jī)、
齊齊哈爾鋼筋滾絲機(jī)、
鶴崗數(shù)控鋼筋籠繞筋機(jī)、
佳木斯鋼筋滾絲機(jī)、
牡丹江鋼筋帶鋸床、
黑河五機(jī)頭鋼筋彎箍機(jī)、
呼瑪五機(jī)頭鋼筋彎箍機(jī)、
漠河鋼筋滾絲機(jī)等多元產(chǎn)品與服務(wù)。
現(xiàn)貨供應(yīng)鋼筋籠繞筋機(jī)_誠(chéng)信企業(yè),
建貿(mào)機(jī)械設(shè)備(大興安嶺市分公司)jmc2352-32為您提供
現(xiàn)貨供應(yīng)鋼筋籠繞筋機(jī)_誠(chéng)信企業(yè)的資訊,聯(lián)系人:
胥經(jīng)理,電話:
【17768165506】、【17768165506】,供應(yīng)服務(wù)范圍覆蓋
黑龍江省、
哈爾濱市、
齊齊哈爾市、
鶴崗市、
大慶市、
佳木斯市、
牡丹江市、
黑河市、
綏化市、
大興安嶺市 哈爾濱市、
齊齊哈爾市、
鶴崗市、
大慶市、
佳木斯市、
牡丹江市、
黑河市、
綏化市、
大興安嶺市。 黑龍江省,大興安嶺地區(qū) 大興安嶺地區(qū)地處黑龍江省西北部、內(nèi)蒙古自治區(qū)東北部、大興安嶺山脈東北坡,是中國(guó)北端的地級(jí)行政區(qū),屬溫帶季風(fēng)氣候。
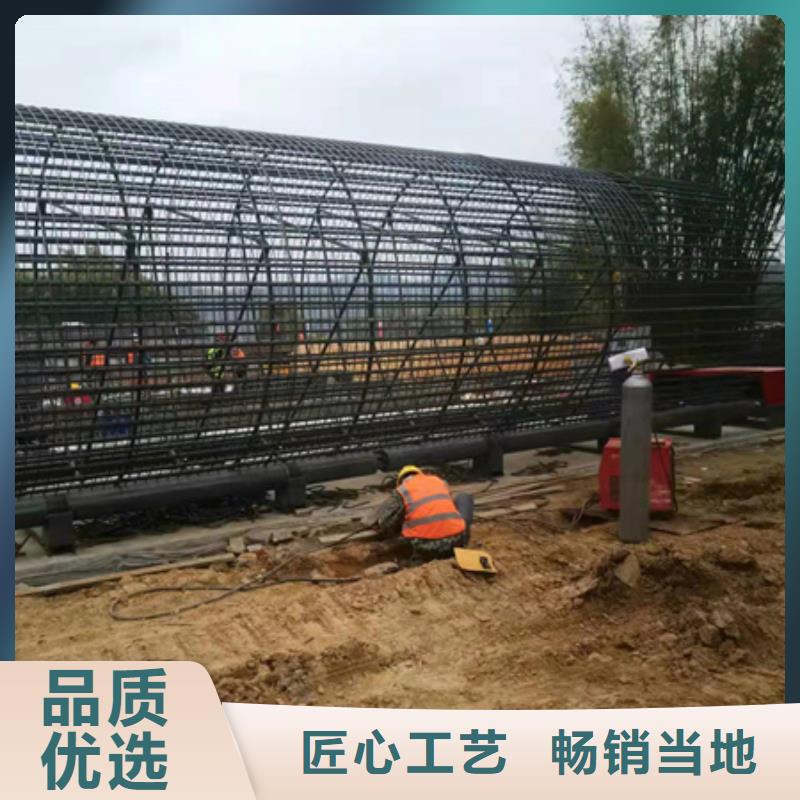
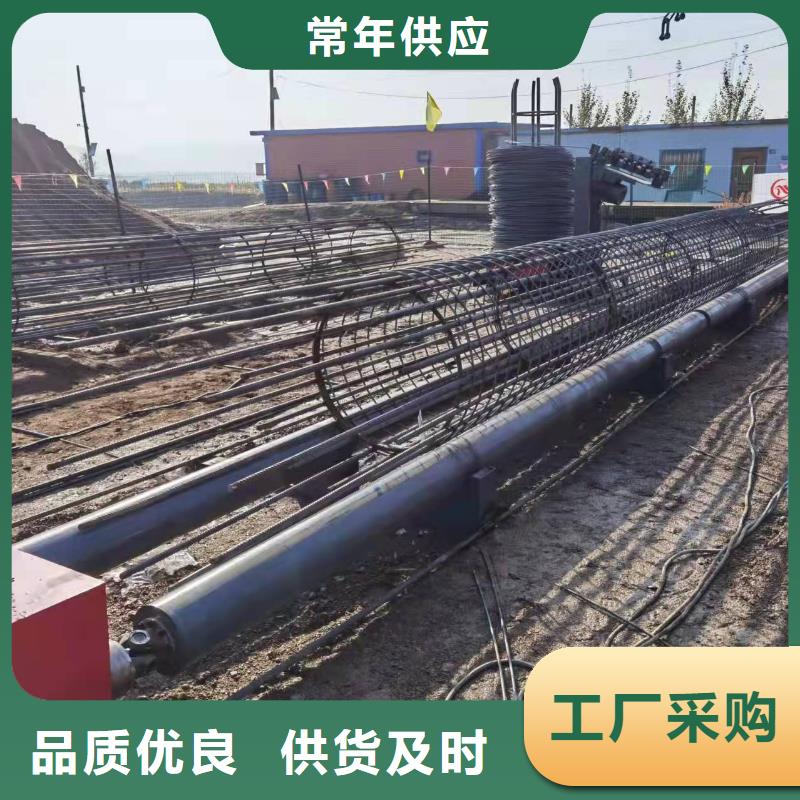
數(shù)控鋼筋籠滾焊繞筋機(jī)機(jī)是一款具有數(shù)控的裝機(jī)用鋼筋籠自動(dòng)化加工裝備。鋼筋籠滾焊機(jī)也有些人稱之為鋼筋籠成型機(jī)、鋼筋滾籠機(jī)、滾焊機(jī)等,其實(shí)都是同一款產(chǎn)品。全自動(dòng)籠滾焊機(jī)優(yōu)勢(shì)特點(diǎn)1. 鋼筋籠骨架的同時(shí)由盤拖動(dòng)向后,盤筋不2. 鋼筋籠直徑由相同直徑的模板控制,一個(gè)工程通常需要2--7種模板;3. 主筋間距決定于人工預(yù)先在你班上的布置的、與主筋根數(shù)相同數(shù)量的套管間距;4. 當(dāng)鋼筋籠直徑和主筋根數(shù)改變時(shí),需要人工更換模板以及重新布置套管,約1小時(shí);施工質(zhì)量方面經(jīng)實(shí)踐檢驗(yàn)采用套筒連接法比較好,但使用之前應(yīng)進(jìn)行經(jīng)濟(jì)效益詳細(xì)分析、核算。成本方面:主筋焊接法主要采用雙面焊10D,鋼筋浪費(fèi)較大,采用套筒連接法,主要節(jié)約在鋼筋接頭和焊接人工上。好進(jìn)行詳細(xì)的成本測(cè)算(計(jì)算人工、機(jī)械、電費(fèi)、工效、材料等綜合費(fèi)用)。5. 外箍筋間距取決于行走電機(jī)與電機(jī)只轉(zhuǎn)速比,可由1臺(tái)PLC和3臺(tái)變頻器來(lái)設(shè)定與調(diào)節(jié),對(duì)電機(jī)的同步性有較高要求;6. 配有多組液壓支撐裝置,防止鋼筋籠因自重;
貨供應(yīng)鋼筋籠繞筋機(jī)_誠(chéng)信企業(yè)") 1.按要求接好電源線和接地線,接通電源。電源為三相380V50Hz的交流電源,為保身請(qǐng)使用帶漏電保護(hù)功能的自動(dòng)開(kāi)關(guān)。2.冷卻液箱中,加足溶性冷卻液(嚴(yán)禁加油性冷卻液)。1.接通電源。檢查冷卻水泵工作是否正常。2.操作按鈕,檢查電器控制系統(tǒng)工作是否正常。1.根據(jù)所加工鋼筋的直徑,調(diào)換與加工直徑相適應(yīng)的滾絲輪。2.調(diào)換滾絲輪的同時(shí),調(diào)換與滾絲輪螺距相適宜的墊圈,以保證螺距的正確性。3.滾絲輪與加工直徑相適應(yīng)后,將與鋼筋相適應(yīng)的對(duì)刀棒插入滾軋頭中心,調(diào)整滾絲輪使之與對(duì)刀棒相接觸,抽出對(duì)刀棒,擰緊螺釘,壓緊齒圈,使之不得移動(dòng)。4.對(duì)于固定定位盤的設(shè)備根據(jù)所加工鋼筋直徑,調(diào)換與加工直徑相適應(yīng)的定位盤(定位盤上打印有加工直徑)。對(duì)于可調(diào)整定位盤的設(shè)備按定位盤刻度調(diào)整到相應(yīng)的刻度,當(dāng)剝肋刀磨損時(shí)還需要進(jìn)行微調(diào)。5.根據(jù)所加工鋼筋規(guī)格,調(diào)整剝肋行程檔塊的位置,直螺紋滾絲機(jī)是采用剝肋滾壓先進(jìn)工藝,對(duì)鋼筋加工連接端直螺紋的機(jī)器。經(jīng)過(guò)直螺紋滾絲機(jī)加工過(guò)的鋼筋可以與直螺紋金屬纖維緊密的連續(xù)在一起,在力學(xué)上性能好。可以提高抗拉強(qiáng)度20%-30%、抗疲勞強(qiáng)度提高40%-60%、抗腐蝕性能提高50%-200%,經(jīng)過(guò)直螺紋滾絲機(jī)加工過(guò)的鋼筋在連接強(qiáng)度和性能上都要高于鋼筋母材,鋼筋接頭力學(xué)性能達(dá)到并超過(guò)國(guó)內(nèi)外標(biāo)準(zhǔn)。鋼筋直螺紋滾絲機(jī)的工作原理根據(jù)鋼筋直徑調(diào)整好滾絲機(jī)上的滾絲輪、剝肋刀片,然后用滾絲機(jī)上的鉗子將要滾絲的鋼筋固定好,轉(zhuǎn)動(dòng)滾絲機(jī)機(jī)頭前進(jìn)的控制輪。機(jī)頭將鋼筋剝肋、三個(gè)滾絲輪對(duì)鋼筋進(jìn)行轉(zhuǎn)動(dòng)擠壓,形成絲扣,然后反向轉(zhuǎn)動(dòng)滾絲機(jī)機(jī)頭前進(jìn)的控制輪,退出機(jī)頭。由于絲扣是擠壓出來(lái)的而不是車床車出來(lái)的,所以絲扣部分的強(qiáng)度要高于鋼筋母材。鋼筋直螺紋滾絲機(jī)用途繞筋機(jī)
1.按要求接好電源線和接地線,接通電源。電源為三相380V50Hz的交流電源,為保身請(qǐng)使用帶漏電保護(hù)功能的自動(dòng)開(kāi)關(guān)。2.冷卻液箱中,加足溶性冷卻液(嚴(yán)禁加油性冷卻液)。1.接通電源。檢查冷卻水泵工作是否正常。2.操作按鈕,檢查電器控制系統(tǒng)工作是否正常。1.根據(jù)所加工鋼筋的直徑,調(diào)換與加工直徑相適應(yīng)的滾絲輪。2.調(diào)換滾絲輪的同時(shí),調(diào)換與滾絲輪螺距相適宜的墊圈,以保證螺距的正確性。3.滾絲輪與加工直徑相適應(yīng)后,將與鋼筋相適應(yīng)的對(duì)刀棒插入滾軋頭中心,調(diào)整滾絲輪使之與對(duì)刀棒相接觸,抽出對(duì)刀棒,擰緊螺釘,壓緊齒圈,使之不得移動(dòng)。4.對(duì)于固定定位盤的設(shè)備根據(jù)所加工鋼筋直徑,調(diào)換與加工直徑相適應(yīng)的定位盤(定位盤上打印有加工直徑)。對(duì)于可調(diào)整定位盤的設(shè)備按定位盤刻度調(diào)整到相應(yīng)的刻度,當(dāng)剝肋刀磨損時(shí)還需要進(jìn)行微調(diào)。5.根據(jù)所加工鋼筋規(guī)格,調(diào)整剝肋行程檔塊的位置,直螺紋滾絲機(jī)是采用剝肋滾壓先進(jìn)工藝,對(duì)鋼筋加工連接端直螺紋的機(jī)器。經(jīng)過(guò)直螺紋滾絲機(jī)加工過(guò)的鋼筋可以與直螺紋金屬纖維緊密的連續(xù)在一起,在力學(xué)上性能好。可以提高抗拉強(qiáng)度20%-30%、抗疲勞強(qiáng)度提高40%-60%、抗腐蝕性能提高50%-200%,經(jīng)過(guò)直螺紋滾絲機(jī)加工過(guò)的鋼筋在連接強(qiáng)度和性能上都要高于鋼筋母材,鋼筋接頭力學(xué)性能達(dá)到并超過(guò)國(guó)內(nèi)外標(biāo)準(zhǔn)。鋼筋直螺紋滾絲機(jī)的工作原理根據(jù)鋼筋直徑調(diào)整好滾絲機(jī)上的滾絲輪、剝肋刀片,然后用滾絲機(jī)上的鉗子將要滾絲的鋼筋固定好,轉(zhuǎn)動(dòng)滾絲機(jī)機(jī)頭前進(jìn)的控制輪。機(jī)頭將鋼筋剝肋、三個(gè)滾絲輪對(duì)鋼筋進(jìn)行轉(zhuǎn)動(dòng)擠壓,形成絲扣,然后反向轉(zhuǎn)動(dòng)滾絲機(jī)機(jī)頭前進(jìn)的控制輪,退出機(jī)頭。由于絲扣是擠壓出來(lái)的而不是車床車出來(lái)的,所以絲扣部分的強(qiáng)度要高于鋼筋母材。鋼筋直螺紋滾絲機(jī)用途繞筋機(jī)
貨供應(yīng)鋼筋籠繞筋機(jī)_誠(chéng)信企業(yè)")
傳統(tǒng)制作鋼筋籠 尺寸誤差偏大;鋼筋纏繞不緊,鋼筋籠整體松散;內(nèi)加強(qiáng)筋焊接產(chǎn)生熱變形,從而導(dǎo)致鋼 筋籠變形;特別是10mm以上繞筋較密時(shí),人工更難保證質(zhì)量。 傳統(tǒng)制作鋼筋籠 尺寸誤差偏大;鋼筋纏繞不緊,鋼筋籠整體松散;內(nèi)加強(qiáng)筋焊接產(chǎn)生熱變形,從而導(dǎo)致鋼 筋籠變形;特別是10mm以上繞筋較密時(shí),人工更難保證質(zhì)量。鋼筋籠滾焊機(jī)技術(shù)參數(shù):◆設(shè)備分1250MM、1500MM、2000MM、2500MM等型號(hào),14M、18M、22M、27M四種規(guī)格;一次性可以成型14米(含錯(cuò)位部分)、18米、22M或7M的鋼筋籠;◆設(shè)備分1250MM、1500MM、2000MM、2500MM等型號(hào),14M、18M、22M、27M四種規(guī)格;一次性可以成型14米(含錯(cuò)位部分)、18米、22M或7M的鋼筋籠;◆主筋Φ12~40mm,箍筋Φ5~16mm(盤筋直接作業(yè)),繞筋間距范圍:50~450mm可任意調(diào)整;引進(jìn)歐洲技術(shù),生產(chǎn)效率是人工制作鋼筋籠的3-4倍,設(shè)備操作工人只需要5-6人,做出來(lái)的籠子,間距均勻,焊點(diǎn)飽滿、牢固,籠子不散架,基本實(shí)現(xiàn)監(jiān)理。◆功率:1500型以下設(shè)備13KW(含上料機(jī)構(gòu)),2000以上型號(hào)設(shè)備20KW;A.標(biāo)準(zhǔn)化制作鋼筋籠間距均勻,精度高;機(jī)械旋轉(zhuǎn),盤筋與主筋纏繞緊密;先成型后加內(nèi)加強(qiáng)筋,確保鋼筋籠同心度。B.傳統(tǒng)制作鋼筋籠尺寸誤差偏大;鋼筋纏繞不緊,鋼筋籠整體松散;內(nèi)加強(qiáng)筋焊接產(chǎn)生熱變形,從而導(dǎo)致鋼筋籠變形;特別是10mm以上繞筋較密時(shí),人工更難保證質(zhì)量。C.相同條件下,繞筋機(jī)標(biāo)準(zhǔn)化制作鋼筋籠是傳統(tǒng)制作產(chǎn)量的3-4倍。D.相同任務(wù)量時(shí),標(biāo)準(zhǔn)化制作可節(jié)省人工3/4。鋼筋籠機(jī)械化加工場(chǎng)籌建指南:A.場(chǎng)地對(duì)于標(biāo)準(zhǔn)型設(shè)備,加工區(qū)占地面積至少30米x50米,地面需硬化平整;原材料區(qū)另計(jì);成品籠子和鋼筋原料的裝卸需吊裝設(shè)施;如設(shè)備加長(zhǎng),場(chǎng)地相應(yīng)加長(zhǎng)。A.場(chǎng)地對(duì)于標(biāo)準(zhǔn)型設(shè)備,加工區(qū)占地面積至少30米x50米,地面需硬化平整;原材料區(qū)另計(jì);成品籠子和鋼筋原料的裝卸需吊裝設(shè)施;如設(shè)備加長(zhǎng),場(chǎng)地相應(yīng)加長(zhǎng)。B.人員5-7人/班,工期緊時(shí),可分兩班。C.耗材CO2氣體、焊絲、焊條等就近定點(diǎn)采購(gòu)。D.機(jī)具除主設(shè)備滾焊機(jī)外,還需準(zhǔn)備切斷機(jī)1臺(tái)、對(duì)焊機(jī)2臺(tái)以上、連接設(shè)備1臺(tái)以上。.電力全部機(jī)具總功率約50KW.
貨供應(yīng)鋼筋籠繞筋機(jī)_誠(chéng)信企業(yè)")
56697
建貿(mào)機(jī)械設(shè)備有限公司
大興安嶺現(xiàn)貨供應(yīng)鋼筋籠繞筋機(jī)_誠(chéng)信企業(yè)
總結(jié) 在黑龍江省大興安嶺市采購(gòu)現(xiàn)貨供應(yīng)鋼筋籠繞筋機(jī)_誠(chéng)信企業(yè)請(qǐng)認(rèn)準(zhǔn)建貿(mào)機(jī)械設(shè)備(大興安嶺市分公司),品質(zhì)保證讓您買得放心,用得安心,廠家直銷,減少中間環(huán)節(jié),供應(yīng)服務(wù)范圍覆蓋黑龍江省 哈爾濱市、齊齊哈爾市、鶴崗市、大慶市、佳木斯市、牡丹江市、黑河市、綏化市、大興安嶺市 呼瑪縣、塔河縣、漠河市,讓您購(gòu)買到更加實(shí)惠、更加可靠的產(chǎn)品。(聯(lián)系人:胥經(jīng)理-【17768165506】)。