

我們為您呈現了一部精彩絕倫的冷拔管-精密無縫鋼管注重細節產品視頻,讓您感受產品的獨特之處。
以下是:冷拔管-精密無縫鋼管注重細節的圖文介紹

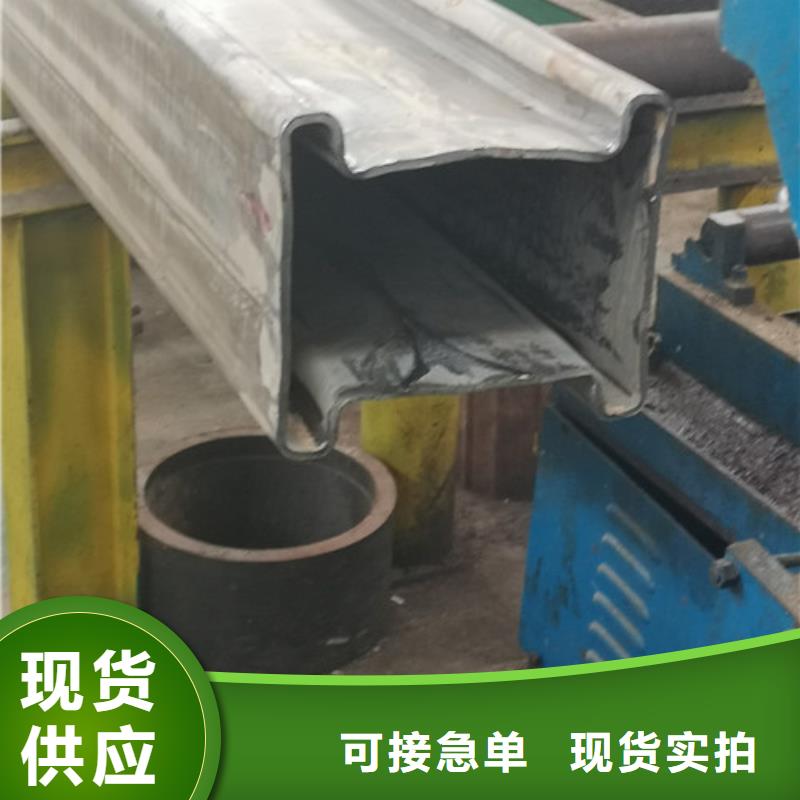
冷拔管在進行操作的時候是根據它的具體的應用而進行不斷地去設計的,冷拔管而言 的好處就是能夠根據自身的特征和常見的基本的性能進行不斷地去冷拔管的使用的特點的。冷拔管在進行操作的時候要用到打孔的,打孔的話就是在冷拔管的表面進行穿透,打一個個的小孔,這樣的話對于冷拔管來說就可以使用它在管道和工程領域就能夠派上用場了。劃線比較準,將鋼管固定在平臺上,用拐尺在鋼管兩側畫鋼管的中心高,既是孔的中心,打孔用鉆床,電鉆都行。鉆時打上樣沖眼。可以用化學腐蝕的方法,用強酸將需打孔處腐蝕穿;或用,原電池反應,用鐵絲接上一塊活潑金屬如Zn,將鐵絲與鋼管需打孔處連起來,然后將鋼管和Zn塊同時放入電解質中;還可以用鋁熱反映(我覺得這方法比較好):利用鋁與三氧化二鐵(Fe2O3)反應時放出大量熱可以使鋼管打孔處融化。


精拉管業有限公司(懷化分公司)以生產制造【16Mn精密管】為依托,大力拓展上下游相關產業,并逐步將每個產業發展完善,公司目標是將整個產業集團打造成國內百強企業。




冷拔管 硬度檢測主要有兩類試驗方法。一類是靜態試驗方法,這類方法試驗力的施加是緩慢而無沖擊的。硬度的測定主要決定于壓痕的深度、壓痕投影面積或壓痕凹印面積的大小。靜態試驗方法包括布氏、洛氏、維氏、努氏、韋氏、巴氏等。其中布、洛、維三種試驗方法是應用廣的,它們是金屬 硬度檢測的主要試驗方法。這里的洛氏硬度試驗又是應用多的,它被廣泛用于產品的檢驗,據統計,目前應用中的硬度計70%是洛氏硬度計。另一類試驗方法是動態試驗法,這類方法試驗力的施加是動態的和沖擊性的。這里包括肖氏和里氏硬度試驗法。動態試驗法主要用于大型的,不可移動工件的硬度檢測。
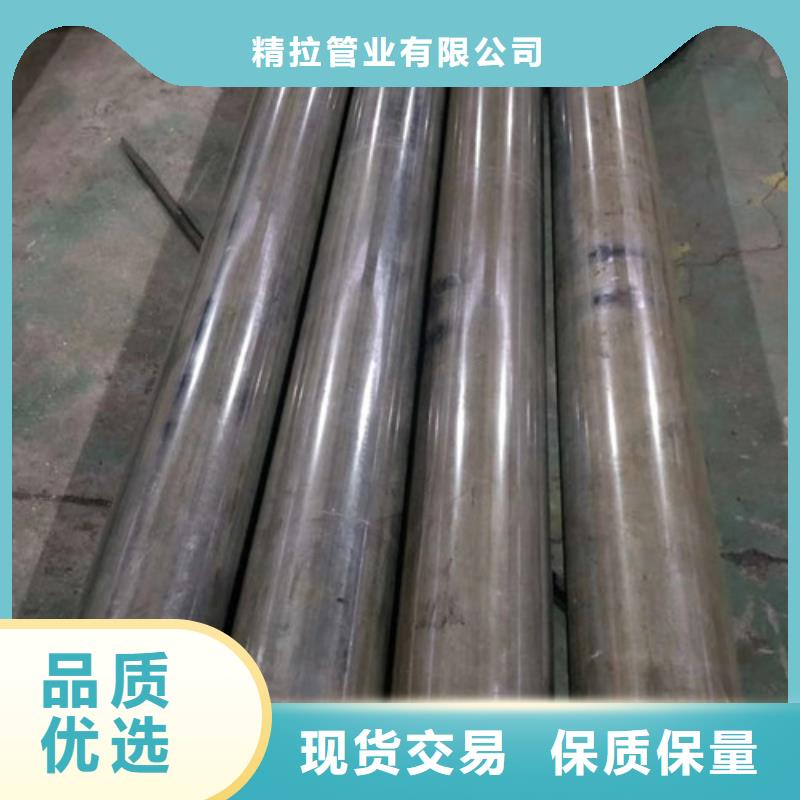
生產高精度冷拔管──液壓缸體與傳統的切削工藝比較,具有以下特點:生產效率高:用傳統的方法生產一根內徑420毫米,12米長的缸筒需154小時,用冷拔方法生產只需4分鐘。率高:由于鏜孔的滾壓頭兼起導向作用,在切削過程中,毛坯管由于自重產生撓度,致使滾壓頭和鏜刀走偏,造成廢品。率只能達到60%左右,而用冷拔方法生產,率可達95%以上。金屬利用率高:用傳統的鏜孔方法制造缸體,金屬利用率只有50-70%。用拉拔方法生產時,金屬不但不被切削成鐵末,反而可以得到30%的延伸,金屬利用率可達95%。能改善成品管金屬的機械性能:用拉拔方法生產,使毛坯得到30%以上的塑性變形,由于加工硬化而使成品管金屬的強度限大為提高。一般在成品管內層強度限提高達60%。高精度冷拔管是用無縫熱軋鋼管、直縫焊管為坯料,經過化學處理后在專用冷拔機上,通過特種變形原理設計的模具進行拉拔,生產出高精度管。其尺寸精度達H10~H8,直線度達0.35~0.5mm/m,表面粗糙度達Ra1.6-0.4。


切成單根鋼管后,每批鋼管頭三根要進行嚴格的首檢制度,檢查焊縫的力學性能,化學成份,溶合狀況,鋼管表面質量以及經過無損探傷檢驗,確保制管工藝合格后,才能正式投入生產。焊縫上有連續聲波探傷標記的部位,經過手動超聲波和X射線復查,如確有缺陷,經過修補后,再次經過無損檢驗,直到確認缺陷已經。帶鋼對焊焊縫及與螺旋焊縫相交的丁型接頭的所在管,全部經過X射線電視或拍片檢查。每根鋼管經過靜水壓試驗,壓力采用徑向密封。試驗壓力和時間都由鋼管水壓機檢測裝置嚴格控制。試驗參數自動打印記錄。管端機械加工,使端面垂直度,坡口角和鈍邊得到準確控制。
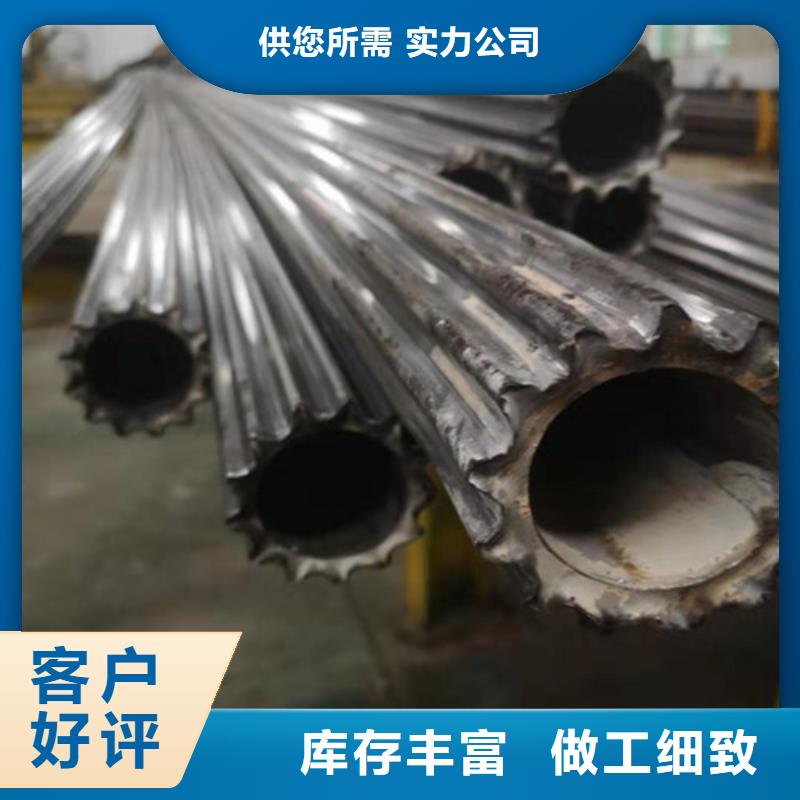
冷拔管生產工藝特點:冷拔管的生產工序,與用其它方式生產的大直徑鋼管的生產工序相比,有如下特點:原料準備工序簡單;原料上機后,管坯用一道工序就可做成;不需要矯直工序。
冷拔管生產工藝特點:冷拔管的生產工序,與用其它方式生產的大直徑鋼管的生產工序相比,有如下特點:原料準備工序簡單;原料上機后,管坯用一道工序就可做成;不需要矯直工序。



