




為了讓您更地了解我們的防腐鋼管供貨及時,我們精心制作了產品視頻。我們將帶您領略產品的非凡之處,讓您對它有更深入的了解和認識。
以下是:四川涼山防腐鋼管供貨及時的圖文介紹

再送至自動軋管機上繼續軋制。后經均整機均整壁厚,經定徑機定徑,達到規格要求。無縫管廠利用連續式軋管機組生產熱軋無縫鋼管是較先進的方法。若欲尺寸更小和質量更好的無縫管,必須采用冷軋、冷拔或者兩者聯合的方法。 冷軋通常在二輥式軋機上進行,鋼管在變斷面圓孔槽和不動的錐形頂頭所組成的環形孔型中軋制。冷拔通常在0.5~100T的單鏈式或雙鏈式冷拔機上進行。法即將加熱好的管坯放在密閉的圓筒內,穿孔棒與桿一起運動,使件從較小的模孔中擠出。 42crmo無縫鋼管的用途:用于橋梁的鋼種為“42crmo”,汽車大梁的鋼種為“42CRmo”,壓力容器的鋼種為“42Crmo”。此類鋼一般不用于制造鋼管。42crmo為鋼材中的一種材質。過去鋼材的一種叫法。稱法為:Q345B,與此相近的材質為Q345a,Q345c,Q345e,質量等級符ABCDE分別表示不要求沖擊試驗沖擊試驗溫度為+20度0度-20度40度ABCD表示質量等級Q235質量等級分為A、B、C、D四級,由A到D表示質量由低到高。 還提供+200C時沖擊功Ak≥27JC——除與B級要求一樣外,還提供00C時沖擊功Ak≥27J。D----除與B級要求一樣外,還提供-200C時沖擊功Ak≥27JE——除與B級要求一樣外,還提供-400C時沖擊功Ak≥27J。熱加工規范加熱溫度1150~1200°C,開始溫度1130~1180°C,終止溫度850°C,φ50mm時,緩冷。


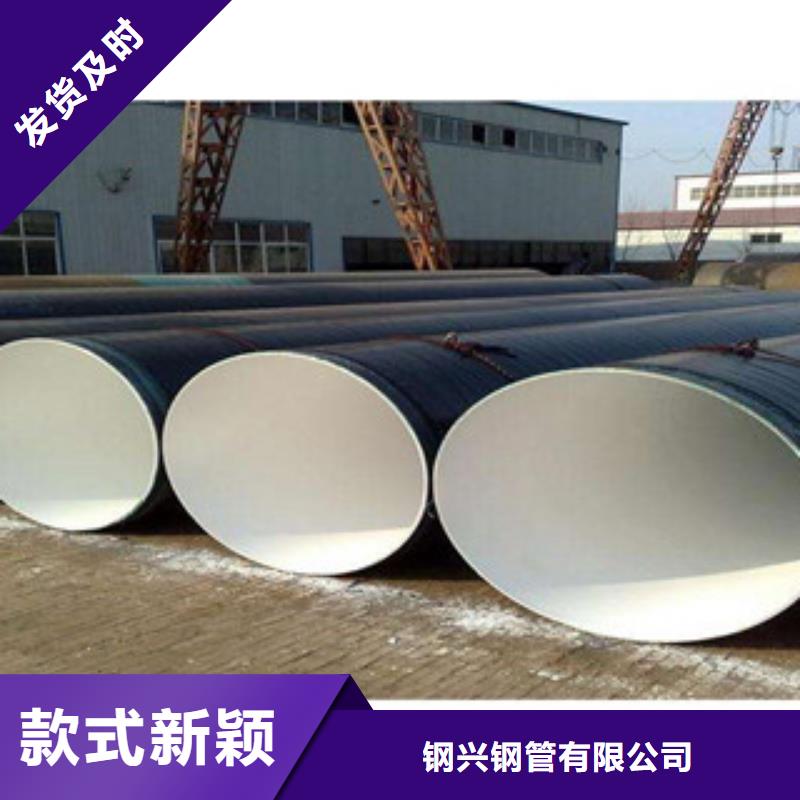
因此它在高壓、高強度、機械結構用材方面體現了它的優越性。軋制無縫管的原料是圓管坯,圓管胚要經過切割機的切割加工成長度約為1米的坯料,并經傳送帶送到熔爐內加熱。鋼坯被送入熔爐內加熱,溫度大約為1200攝氏度。 燃料為或。爐內溫度控制是關鍵性的問題.圓管坯出爐后要經過壓力穿孔機進行穿空。一般較常見的穿孔機是錐形輥穿孔機,這種穿孔機生產效率高,產品質量好,穿孔擴徑量大,可穿多種鋼種。穿孔后,圓管坯就先后被三輥斜軋、連軋或。 后要脫管定徑。定徑機通過錐形鉆頭高速入鋼胚打孔,形成鋼管。無縫管內徑由定徑機鉆頭的外徑長度來確定。鋼管經定徑后,進入冷卻塔中,通過冷卻,鋼管經冷卻后,就要被矯直。2.冷拔(軋)無縫鋼管:圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(探傷)→標記→入庫。 冷拔(軋)無縫鋼管的軋制方法較熱軋(無縫鋼管)復雜。它們的生產工藝流程前三步基本相同。不同之處從第四個步驟開始,圓管坯經打空后,要打頭,退火。退火后要用專門的酸性液體進行酸洗。酸洗后,涂油。然后緊接著是經過多道次冷拔(冷軋)再坯管,專門的熱處理。



30crmo無縫鋼管生產工序①熱軋無縫鋼管主要生產工序(△主要檢驗工序):管坯及檢查△→管坯加熱→穿孔→軋管→鋼管再加熱→定(減)徑→熱處理△→成品管矯直→精整→檢驗△(無損、理化、臺檢)→入庫②冷軋(拔。 然后進入退火流程,退火要用酸性液體進行酸洗,酸洗時要注意表面是否有大量的起泡產生,如果有大量的起泡產生說明30crmo無縫鋼管的質量達不到相應的標準。外觀上冷軋無縫鋼管要短于熱軋無縫鋼管,冷軋無縫鋼管的壁厚一般比熱軋無縫鋼管要小,但是表面看起來比厚壁無縫鋼管更加明亮,表面沒有太多的粗糙,口徑也沒有太多的毛刺。 10、20等低碳鋼制造的無縫管主要用于流體輸送管道。45、40Cr等中碳鋼制成的無縫管用來制造機械零件,如汽車、拖拉機的受力零件。一般用無縫鋼管要保證強度和壓扁試驗。熱軋30crmo無縫鋼管以熱軋狀態或熱處理狀態交貨;冷軋以熱處理狀態交貨。 45#無縫管的特點:產品的壁厚越厚,它就越具有經濟性和實用性,壁厚越薄,它的加工成本就會大幅度的上升;其次、該產品的工藝決定它的局限性能,一般無縫鋼管精度低:壁厚不均勻、管內外表光亮度低、定尺成本高,且內外表還有麻點、黑點不易去除;其三、它的檢測及必須離線處理。



堅持以質量求生存,以效益求發展,以服務求信譽的經營方針,始終將用戶的需求作為自己的奮斗目標。公司以市場為中心實施科技發展戰略,不斷研制開發新 3pe防腐鋼管產品,擴展經營領域,推動企業的發展,力爭為客戶提供滿意的 3pe防腐鋼管產品和優質的服務。

