


文字的描繪可能無法完全捕捉無縫鋼管-【20#精密管】源頭工廠產品的精髓,觀看視頻,讓產品自己向您訴說它的故事。
以下是:無縫鋼管-【20#精密管】源頭工廠的圖文介紹
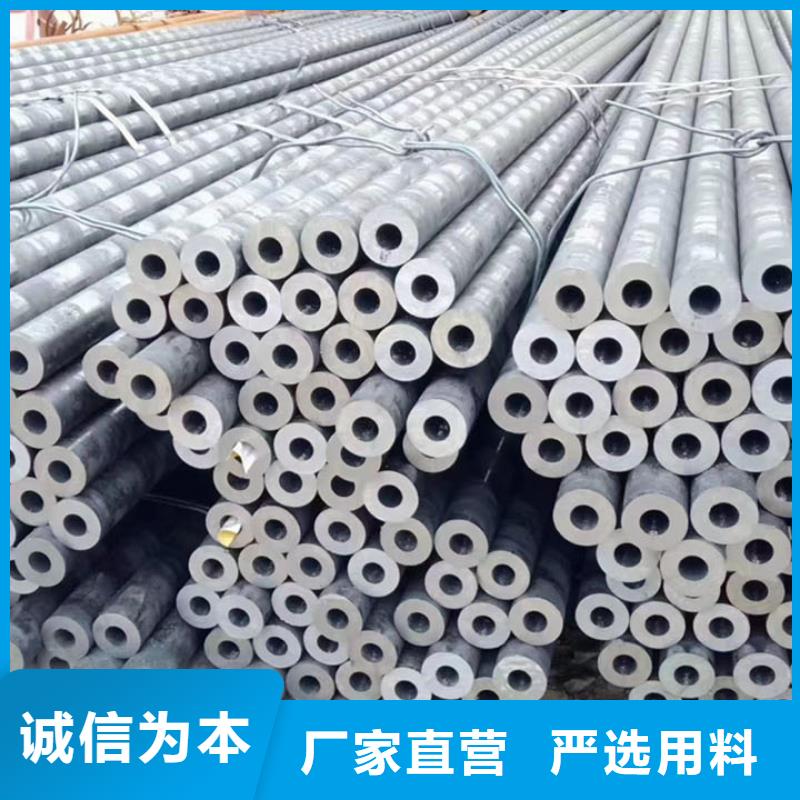
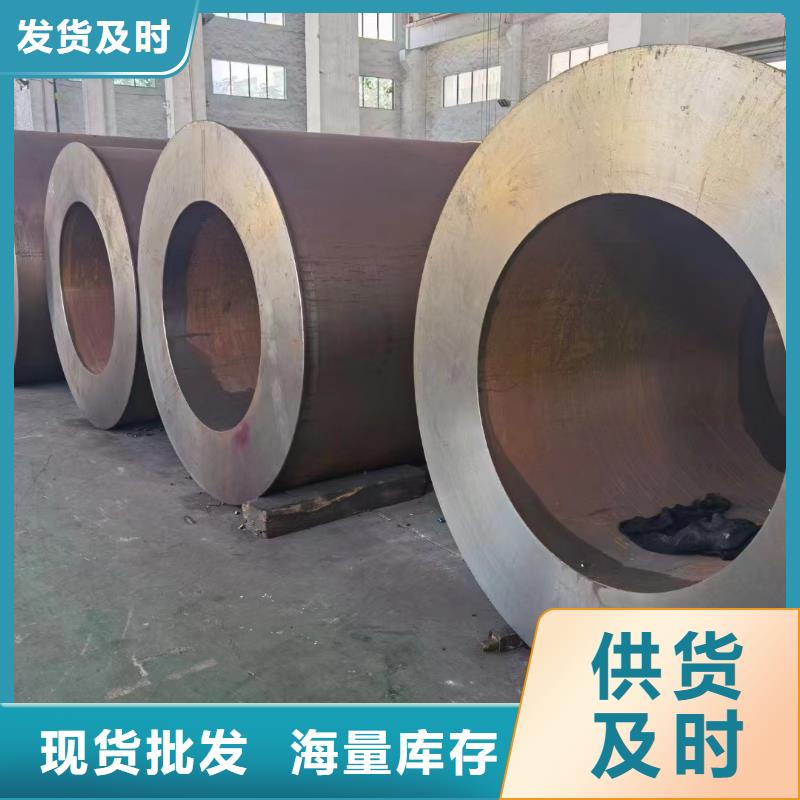
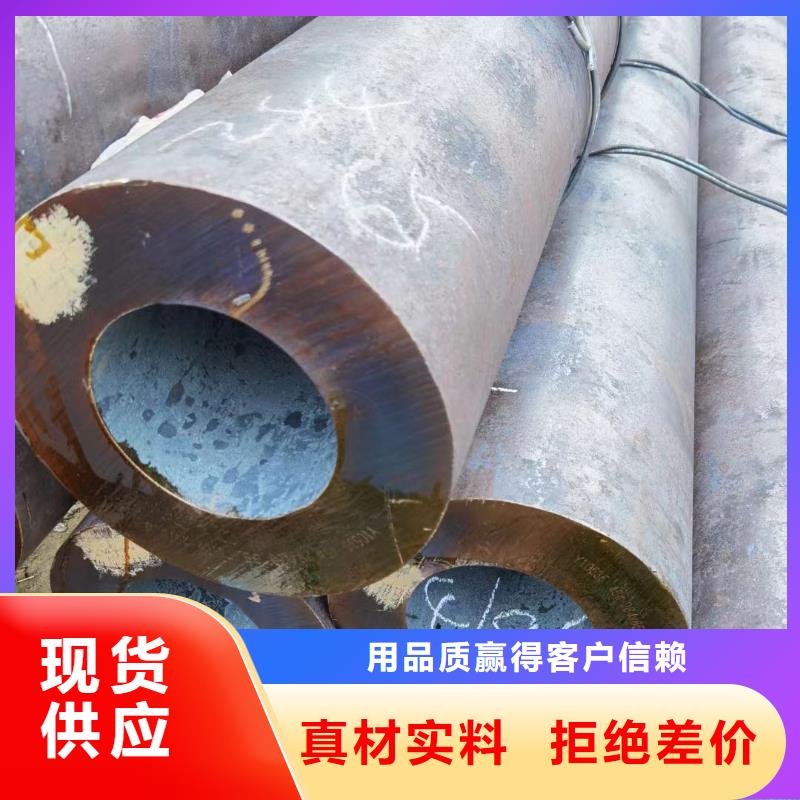
無縫鋼管廠的生產工藝可以分為冷拔與熱軋兩種,冷軋無縫鋼管的生產流程一般要比熱軋要復雜,管坯首先要進行三輥連軋,擠壓后要進行定徑測試,如果表面沒有響應裂紋后圓管要經過割機進行切割,切割成長度約一米的坯料。然后進入退火流程,退火要用酸性液體進行酸洗,無縫鋼管廠在酸洗時要注意表面是否有大量的起泡產生,如果有大量的起泡產生說明無縫鋼管廠生產鋼管的質量達不到相應的標準。外觀上冷軋無縫鋼管要短于熱軋無縫鋼管,冷軋無縫鋼管的壁厚一般比熱軋無縫鋼管要小,但是表面看起來比厚壁無縫鋼管更加明亮,表面沒有太多的粗糙,口徑也沒有太多的毛刺。 熱軋無縫鋼管的交貨狀態一般是熱軋狀態經過熱處理后進行交貨。熱軋無縫鋼管在經過質檢后要經過工作人員的嚴格的手工挑選,在質檢后要進行表面涂油,然后緊接著是多次的冷拔實驗,熱軋處理后要進行穿孔的實驗,如果穿孔擴徑過大就要進行矯直矯正。在矯直后再由傳送裝置傳送到探傷機進行探傷實驗, 貼上標簽、進行規格編排后放置到到倉庫當中。



無縫鋼管除銹防腐工藝流程介紹:除銹是管道防腐工藝中重要的一項內容,目前除銹方法有很多,像人工除銹、噴砂除銹以及酸洗除銹等等。其中人工除銹、機械除銹以及涂裝除銹(防腐刷油)是相對常見的除銹方式,以下就這三種除銹工藝的具體操作要求為您作簡單介紹。無縫鋼管人工除銹 用刮刀、銼刀將管道、設備及容器表面的氧化皮、鑄砂除掉,再用鋼絲刷將管道、設備及容器表面的浮銹除去,然后用砂紙磨光,較后用棉絲將其擦凈。第二、無縫鋼管機械除銹先用刮刀、銼刀將管道表面的氧化皮、鑄砂去掉;然后一人在除銹機前,一人在除銹機后,將管道放在除銹機內反復除銹,直至露出金屬本色為止;刷油前,用棉絲再擦一遍,將其表面的浮灰等去掉。第三、無縫鋼管防腐刷油管道、設備及容器閥門,一般按設計要求進行防腐刷油,當設計無要求時應按下列規定進行:1、明裝管道、設備及容器必須先刷一道防銹漆,待交工前再刷兩道面漆,如有保溫和防結露要求應刷兩道防銹漆; 2、暗裝管道、設備及容器刷兩道防銹漆,第二道防銹漆必須待 道漆干透后再刷,且防銹漆稠度要適宜; 3、 埋地管道做防腐層時,若在冬季施工,宜用橡膠溶劑油或航空汽油溶化30甲或30乙石油瀝青,重量比:瀝青∶汽油=1∶2,防腐涂漆的方法一般有兩種:①手工涂刷:手工涂刷應分層涂刷,每層應往復進行,縱橫交錯,并保持涂層均勻,不得漏涂或流墜;②機械噴涂:噴涂時噴射的漆流應和噴漆面垂直,噴漆面為平面時,噴嘴與噴漆面應相距250~350mm,噴漆面如為圓弧面,噴嘴與噴漆面的距離應為400mm左右,噴涂時,噴嘴的移動應均勻,速度宜保持在10~18m/min,噴漆使用的壓縮空氣壓力為0.2~0.4MPa。



天恒源鋼鐵(阿拉善市分公司)是一個集研發、設計、生產、銷售等一體的專業 16mn無縫管公司,質量保證,價格優惠。公司擁有專業的研發設計能力,精心研究、精致設計、精細制作,力求方便客戶管理的思索,研發出各類近百個品種規格的 16mn無縫管,適合于多種需求,為客戶創造了良好的經濟效益。從選料、生產到成品檢驗,公司對質量進行嚴格的控制,直至終端 16mn無縫管產品合格,以好的 16mn無縫管產品出產,對售出產品進行跟蹤服務,及時解決售后,服務客戶。


