



我們的PP短纖維價格多少量大從優視頻將帶您走進產品的生產線,讓您親眼見證產品的每一個制作環節和工藝細節。
以下是:云南文山PP短纖維價格多少量大從優的圖文介紹


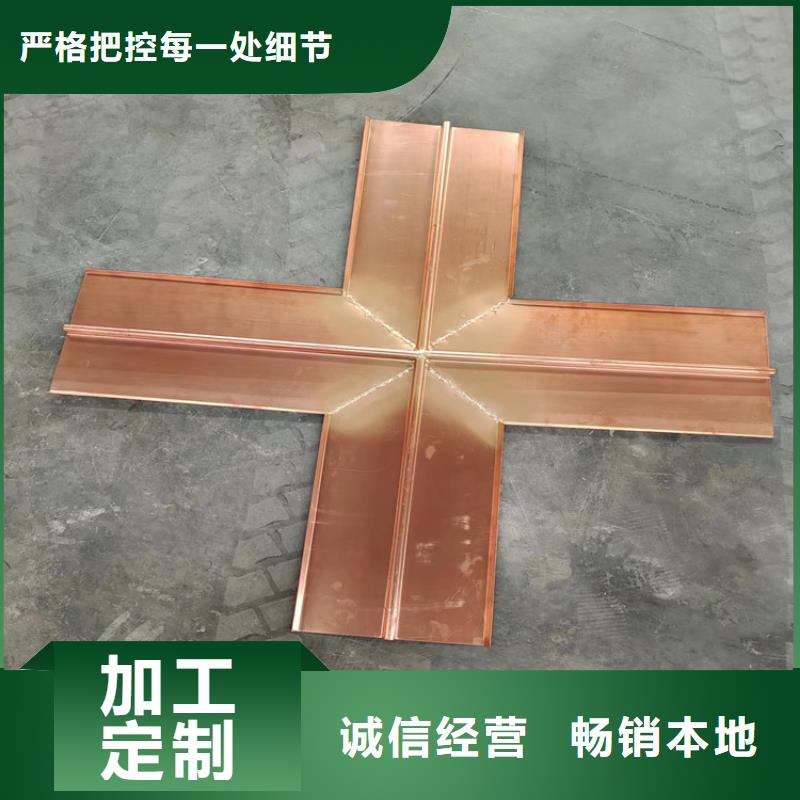
云南文山止水銅片銅片止水帶的安裝流程: 1、固定止水帶的砼界面保持平整、干燥,安裝前界面浮渣塵土及雜物,止水銅片的銜接根據施工圖的規定,云南文山止水銅片采取折疊、咬接或搭接,搭接長度不應小于20mm,咬接或搭接應采取雙面焊,焊工需考試合格,焊接作業必須在遞交試焊樣品報請監理人批準后方可施焊。 用鋼釘或膠粘將止水條固定在已確定的安裝部位。但必須將有注漿管的面按放在原砼界面上。已埋入先澆混凝土塊體內的止水片,應采取措施防止其變形移位和撕裂破壞,且止水片必須高出先澆塊表面以上不少于20cm。大倉面澆筑中倉內伸縮縫止水片,應在混凝土澆筑前架設在預定位置上,并用鋼筋等將其固定,不得因混凝土卸料或振搗發生移位。在澆筑混凝土時,應止水片周圍混凝土料中的大粒徑骨料,并確保混凝土澆筑質量。 2、 止水條連接時采用平行搭接方法,紫銅止水銅鼻子內澆瀝青柱前,預先放置一根在瀝青里煮透的麻絲。在澆瀝青柱的過程中,采取多次多層澆的方法,使瀝青柱澆得比較密實,在澆瀝青時速度要盡可能快,縮短層與層之間的間隔時間。止水銅片的“十”字接頭和“T”字形接頭在現場加工時,應嚴格控制焊接質量。 3、根據所安裝止水條的長度在約三十米處裝設三通一處,三通直線兩端約為一頭插入止水條內,一頭插入注漿連接管內,另一丁字端頭應插入備用注漿內,以備縫隙滲漏水時注化學漿止水使用。 4、必須將所連接的止水條中的注漿連接管與三通聯接件牢固粘結,必須保證所安裝的止水條的注漿管完全通暢。安裝好的止水片應加以固定和保護;對止水附近的混凝土應采取可靠措施確保澆筑質量,防止形成滲漏通道。 安裝在三通上的備用注漿管,應放入內墻方向內。



金鴻耀工程材料(文山市分公司)自創建以來,秉承“人以誠為本、利以信為先 ”的核心理念和“薄利多銷、互利共贏”的經營理念。為客戶提供優質、的 土工布采購解決方案。在激烈的市場競爭中,樹立了良好的公平、公正的企業形象,把握市場機遇,將公司做大做強。也得到了廠商、同行業及廣大客戶的一致好評和認可。 公司通過十余載的不懈努力,與多家大型 土工布廠建立了良好的合作伙伴關系,公司堅持以誠信廣交朋友,以服務增進感情,真誠為廣大客戶創造價值,為廣大客戶提供優質可靠的 土工布產品和全心全意的服務。


云南文山止水銅片生產廠家歡迎咨詢訂購,金鴻耀工程材料有限公司實力雄厚,云南文山金鴻耀工程材料有限公司價格優惠,信譽保證,是您購買云南文山紫銅止水片生產廠家歡迎咨詢訂購放心的選擇,歡迎來電咨詢。止水銅片 產品介紹 止水銅板又稱紫銅止水(是指以紫銅或純銅加工而成),銅具有導電性良好,熔點高等優點,純銅的顏色是紅色的,其熔點在 1100℃左右,密度達到 8.9g/cm3。之所以呈現為紫紅色,是 因為銅表面被氧化而形成的氧化膜所致,此氧化膜的存在正是銅耐氧化腐蝕的原因所在。止水 銅板所用的銅一般為T2型的普通紫銅,其銅含量大于 99.8%。止水銅板具有良好的抗腐蝕性, 抗壓強度高,具有良好的變形性,適用于高級水工建筑的基礎止水、壩身止水等。 產品作用 在水利工程中建筑物因各種原因需要留沉降縫、伸縮縫,使建筑結構不能融為一體,如果不采用止水(防滲漏)措施水就會從建筑結構的 縫隙滲漏出來,為工程質量,所以需要止水技術和止水材料。紫銅止水片專業生產廠家 1、誠信務實讓客戶滿意的企業宗旨; 2、擁有華東地區大型的土工材料生產基地; 3、嚴把質量關,殘次品一律銷毀,不得出廠; 4、專業的營銷團隊,產品銷往全國各地; 5、先進的營銷理念,訂金發貨,貨到后驗貨付款; 6、閃電般的送貨速度,一個電話,送貨上門; 7、同行業良好的業績和客戶口碑; 廠家現貨貨到付款高質量銅材生產商 止水銅片供應商供貨直發熱線2022已更新(嘉定區今日/熱點)銅片止水廣泛應用水工建筑當中,且多涉及橋梁止水、大壩止水、發電站止水等項目,一旦出現質量問題,那么后果將不堪設想。因此,要保證工程質量以及使用周期,就必須在加工源頭開始控制止水銅片原材料質量。接下來便是止水銅片成型產品的入場以及加工。 一、進場原材料檢驗 :A、紫銅止水應作冷彎試驗,180°時不裂縫,冷彎0~60°時,連續張閉50次無裂縫。 B、紫銅止水片的厚度及寬度應滿足設計要求。其材料應符合 標準(GB2040-89)中規定的T2(或T3)冷軋軟純銅板的要求。止水銅片表面應光滑平整,并有光澤,其浮皮、銹污、油漆、油渣均應干凈,如有砂眼、釘孔,應予焊補,如有撕裂,應采用與翼緣等寬的母體材料進行單面搭接焊(如有條件時應進行雙面搭接焊),搭接長度不小于10cm,且四周接觸面均須滿焊。



紫銅止水云南文山止水銅片常被廣泛的使用于各種水工建筑的防滲水、漏水中,根據不同項目的設計要求,可以加工成W型止水銅片、F型、T型、U型等。而紫銅止水能根據不同需求加工成不同形狀的止水銅片,取決于紫銅止水優良的加工特性。 紫銅止水,原材料為含量大于等于99%的電解銅,因其銅含量大、在空氣中表面被氧化而呈紫紅色得名。銅具有可塑性加強的特性,決定其加工性能良好,可以在退火之后,延伸率達到30%以上。因此,不僅加工性能可塑性強,且在使用過程中,抗拉防震效果也可超出普通止水材料。 氣焊是用氧氣與乙炔產生高溫,熔化焊條與焊件的金屬凝固后形成一條焊縫。其具體操作方法是:關閉焊把開關,將乙炔及氧氣打開,點火慢慢打開焊把開關點燃焊嘴,將焊條根據需要放在被焊物體上,再逐漸調好焊嘴的火苗強弱,使用火苗融化焊條與焊件的金屬凝固后形成一條焊縫。 1)搭接焊工藝 ① 止水銅板焊接采用搭接焊,其搭接長度不小于40mm。 ② 為獲得高度和寬度均勻的焊縫,紫銅片止水搭接采用左焊法(焊炬從右向左移動)。 2)施焊操作要點 氣焊的基本操作方法包括氧氣乙炔焰的點燃、調節和熄滅、起焊、焊接過程中焊炬和焊條的運動、接頭和收尾的操作要領。 氧氣乙炔焰的點燃、調節和熄滅。焊炬的握法,應右手拿焊炬,將拇指和食指位于氧氣調節閥處,同時拇指還可以開關、調節乙炔調節閥,隨時調節氣體的流量。 點燃火焰時,應先稍許開啟氧氣調節閥,然后再開乙炔調節閥,兩種氣體在焊炬內混合后,從焊嘴噴出,此時將焊嘴靠近火源即可點燃。點火時,拿火源的手不要正對焊嘴,也不要將焊嘴指向他人或可燃物,以防發生事故。剛開始點火時,可能出現連續“放炮”聲,原因是乙炔不純,需放出不純的乙炔重新點火。有時出現不易點火的現象,多數情況是氧氣開得過大所致,這時應將氧氣調節閥關小。 火焰的調節,剛點燃的火焰一般為碳化焰。這時應根據所焊材料的種類和厚度,分別調節氧氣調節閥和乙炔調節閥,直至獲得所需要的火焰性質和火焰能率。如將氧氣調節閥逐漸開大,直至火焰的內外焰、焰芯輪廓明顯時,可認為是中性焰;如再增加氧氣或減少乙炔,可得到氧化焰;如增加乙炔或減少氧氣則得到碳化焰。如果同時增大乙炔和氧氣則可增大火焰能率,如火焰能率仍不夠大時,應更換大直徑的焊嘴。 調整后的火焰形狀不得歪斜或發出“吱吱”的聲音。若發現火焰不正常時,

