您的位置>首頁 >長沙當?shù)禺a(chǎn)品頻道 >
冷拔管符合行業(yè)標準
更新時間: 2025-05-11 23:28:51 ip歸屬地:長沙,天氣:晴,溫度:27 瀏覽次數(shù):1
以下是:冷拔管符合行業(yè)標準的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) |
|---|
| 產(chǎn)品價格 | 102 |
|---|
| 發(fā)貨期限 | 電議 |
|---|
| 供貨總量 | 電議 |
|---|
| 運費說明 | 電議 |
|---|
| 產(chǎn)地 | 山東 |
|---|
| 品牌 | 精拉 |
|---|
| 可定制 | 是 |
|---|
以下是:冷拔管符合行業(yè)標準的圖文視頻
導讀 冷拔管符合行業(yè)標準,精拉管業(yè)有限公司(長沙分公司)為您提供冷拔管符合行業(yè)標準產(chǎn)品案例,聯(lián)系人:李濤,電話:0635-7070165、15653128796,QQ:279437696,發(fā)貨地:匯通國際金屬物流園A121。 湖南省,長沙市 長沙市是首批歷史文化名城,歷經(jīng)三千年城名、城址不變,有“屈賈之鄉(xiāng)”、“楚漢名城”、“瀟湘洙泗”之稱。有馬王堆漢墓、四羊方尊、三國吳簡、岳麓書院、銅官窯等歷史遺跡。凝練出“經(jīng)世致用、兼收并蓄”的湖湘文化。長沙既是清末維新運動和舊民主主義革命策源地之一,又是新民主主義的發(fā)祥地之一。走出了黃興、蔡鍔、劉少奇等名人。
我們的冷拔管符合行業(yè)標準視頻現(xiàn)已上線,從細節(jié)到整體,從外觀到性能,讓您了解它的每一個方面。
以下是:冷拔管符合行業(yè)標準的圖文介紹
精拉管業(yè)有限公司(長沙分公司)自創(chuàng)建以來,秉承“人以誠為本、利以信為先 ”的核心理念和“薄利多銷、互利共贏”的經(jīng)營理念。為客戶提供優(yōu)質(zhì)、的 16Mn精密管采購解決方案。在激烈的市場競爭中,樹立了良好的公平、公正的企業(yè)形象,把握市場機遇,將公司做大做強。也得到了廠商、同行業(yè)及廣大客戶的一致好評和認可。 公司通過十余載的不懈努力,與多家大型 16Mn精密管廠建立了良好的合作伙伴關(guān)系,公司堅持以誠信廣交朋友,以服務增進感情,真誠為廣大客戶創(chuàng)造價值,為廣大客戶提供優(yōu)質(zhì)可靠的 16Mn精密管產(chǎn)品和全心全意的服務。
標準")
標準")
標準")
工藝:冷拔管中的Cr、Mo、V等強烈的碳化物形成元素有使接頭過熱區(qū)產(chǎn)生再熱裂紋的傾向。坡口機加工后(焊接前)MT檢查,無裂紋、無缺陷,焊前坡口及周圍表面清理(油污、除銹等)至見金屬光澤;坡口裝配避免強制組對。
焊接前整體或局部預熱,焊縫兩邊各150mm范圍內(nèi)保證預熱溫度250~300度;層間溫度應在預熱溫度控制范圍內(nèi)。
GTAW(純Ar氣體保護):建議采用TIG-R31(含V)焊絲,直徑2.5mm,電流100~140A。如果有一定壁厚,管徑不是很小的話,建議采取GTAW+SMAW。SMAW:焊條采用R337,規(guī)格可以按實際情況來定。焊接完成后清理飛濺,加熱至350~450℃,保溫并緩冷的后熱措施。12Cr1MoV 采用相應成分的耐熱鋼焊條,如R310、R312、R317、R316Fe,焊前預熱250~350℃,焊后回火處理710~750℃。焊補缺陷或焊后不能進行熱處理時,也可采用奧氏體鋼焊條,如A302、A307。這時,由于焊縫與母材膨脹系數(shù)不同,同時在長期高溫工作時還可發(fā)生碳的擴散遷移現(xiàn)象,而易于導致在融合區(qū)發(fā)生破壞。
標準")
標準")
標準")
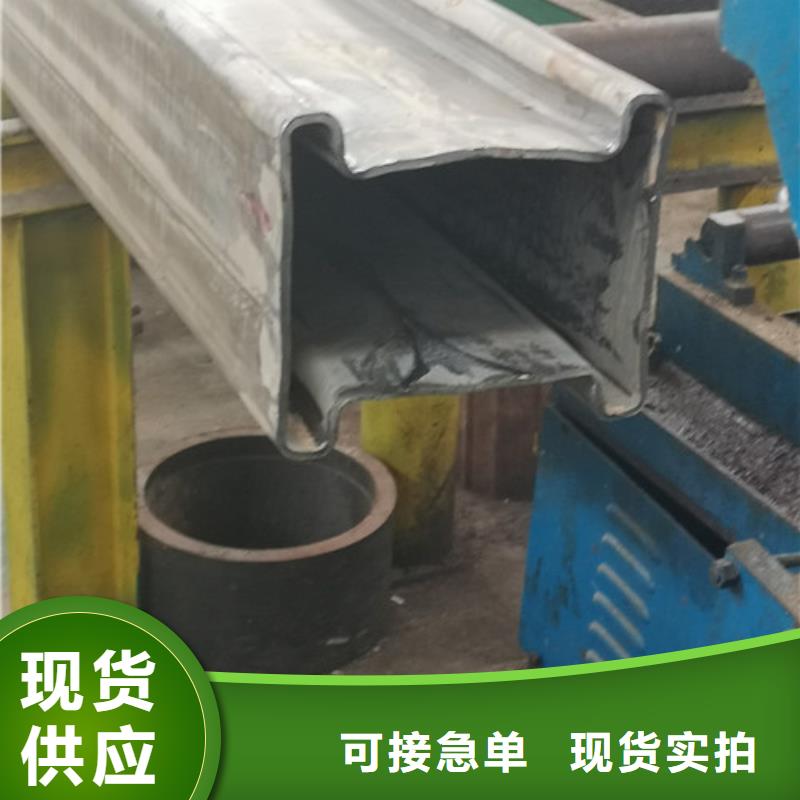
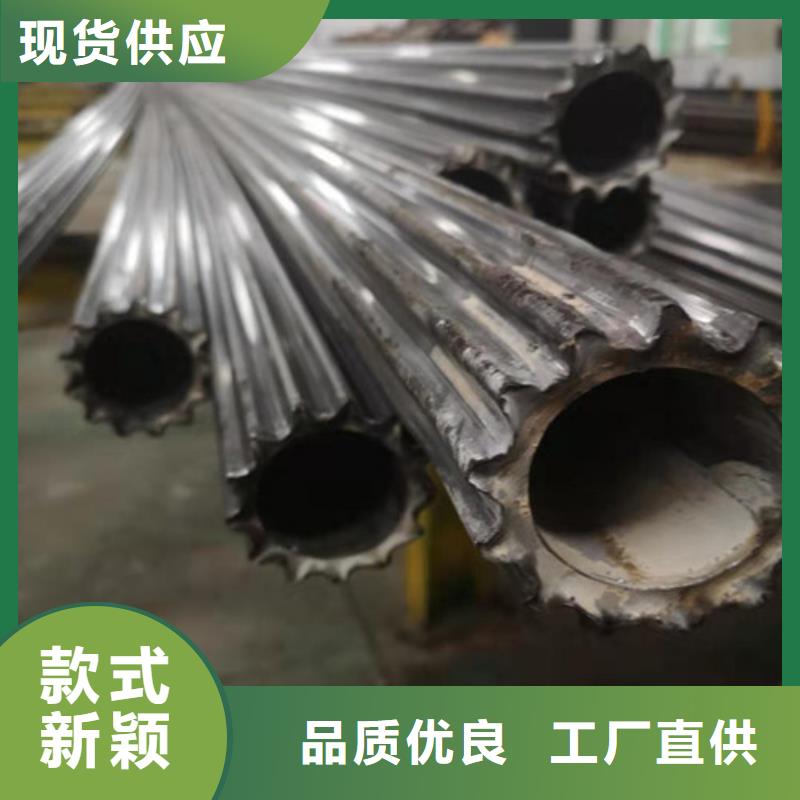
冷拔鋼管是鋼管的一種型號,在各種的場所中也是應用比較廣泛的。冷拔鋼管的加工和制作步驟是非常的復雜的,也是比較的的。對于它的制作我們也是不言而喻的,它是怎么進行制作,有什么比較重要的流程呢?冷拔鋼管用拉拔、擠壓、穿孔等方法生產(chǎn)的整根鋼管表面沒有接縫的鋼管。是一種具有中空截面、周邊沒有接縫的圓形,方形,矩形冷拔鋼管。是用鋼錠或?qū)嵭墓芘鹘?jīng)穿孔制成毛管,然后經(jīng)冷撥制成。冷拔鋼管是用于機械結(jié)構(gòu)、液壓設備的尺寸精度高和表面光潔度好的精密冷拔無縫管。選用精密無縫管制造機械結(jié)構(gòu)或液壓設備等,可以大大節(jié)約機械加工工時,提高材料利用率,同時有利于提高產(chǎn)品質(zhì)量。在制作中比較重要的就是冷拔鋼管的成型技術(shù),比較重要,也是難點。
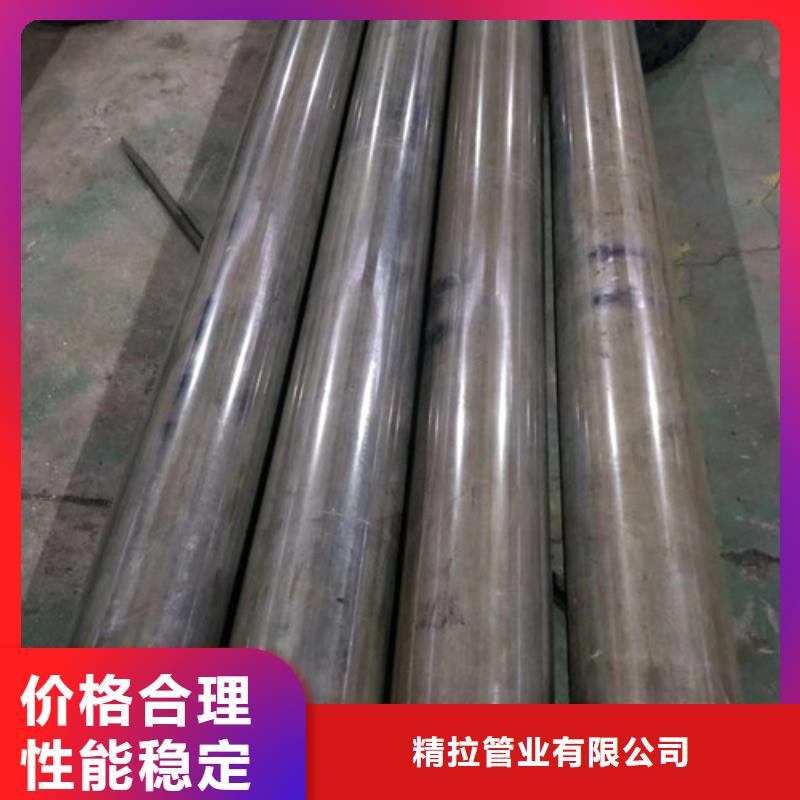
冷拔鋼管熱軋具有良好的塑性,容易成型,成型后冷拔鋼管沒有內(nèi)應力,便于下面工序加工。如建筑用的鋼筋,用來進行沖壓的鋼板,要進行機械加工和熱處理的冷拔鋼管都是熱軋冷拔鋼管。冷拔鋼管冷軋具有冷加工硬化的特性。由于冷軋具有較好的機械性能,很多直接使用的冷拔鋼管都使用冷軋冷拔鋼管。如冷扎扭鋼筋、冷軋鋼絲、冷軋鋼板等。
冷拔鋼管工藝流程是:熱軋(擠壓無縫鋼管):圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→坯管→矯直→水壓試驗(或探傷)→標記→入庫。冷拔(軋)無縫鋼管:圓圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(探傷)→標記→入庫。
標準")
標準")
標準")
冷拔管的工藝流程:原材料即帶鋼卷,焊絲,焊劑。在投入前都要經(jīng)過嚴格的理化檢驗。帶鋼頭尾對接,采用單絲或雙絲埋弧冷拔管焊接,在卷成鋼管后采用自動埋弧焊補焊。成型前,帶鋼經(jīng)過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩(wěn)輸送。采用外控或內(nèi)控輥式成型。采用焊縫間隙控制裝置來保證焊縫間隙滿足冷拔管焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。內(nèi)焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧冷拔管焊接,從而獲得穩(wěn)定的冷拔管焊接規(guī)范。焊完的焊縫均經(jīng)過在線連續(xù)超聲波自動傷儀檢查,保證了的螺旋焊縫的無損檢測覆蓋率。若有缺陷,自動報警并噴涂標記,生產(chǎn)工人依此隨時調(diào)整工藝參數(shù),及時缺陷。采用空氣等離子切割機將鋼管切成單根。
標準")
標準")
標準")
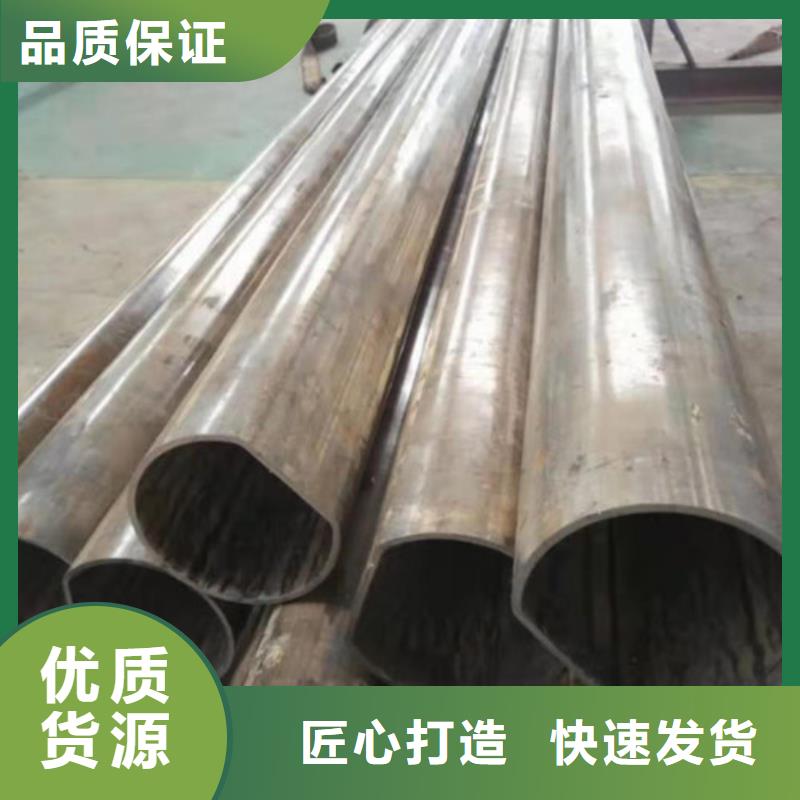
熱軋 圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記→入庫 冷拔管是用鋼錠或?qū)嵭墓芘鹘?jīng)穿孔制成毛管,然后經(jīng)熱軋、冷軋或冷撥制成。冷拔管的規(guī)格用外徑*壁厚毫米數(shù)表示。冷拔管分熱軋和冷軋(撥)冷拔管兩類。熱軋冷拔管分一般鋼管,低、中壓鍋爐鋼管,高壓鍋爐鋼管、合金鋼管、不銹鋼管、石油裂化管、地質(zhì)鋼管和其它鋼管等。冷軋(撥)冷拔管除分一般鋼管、低中壓鍋爐鋼管、高壓鍋爐鋼管、合金鋼管、不銹鋼管、石油裂化管、其它鋼管外,還包括碳素薄壁鋼管、合金薄壁鋼管、不銹薄壁鋼管、異型鋼管。熱軋無縫管外徑一般大于32mm,壁厚2.5-200mm,冷軋冷拔管處徑可以到6mm,壁厚可到0.25mm,薄壁管外徑可到5mm壁厚小于0.25mm,冷軋比熱軋尺寸精度高。
冷拔管去產(chǎn)能的方式和方法是多樣性的,對于冷拔管而言要不斷地進行改善廠家的經(jīng)營理念和各種的市場行情,還要不斷地進行治理產(chǎn)能過剩,這樣的話冷拔管行業(yè)才能夠獲得更好地發(fā)展,不然的話冷拔管行業(yè)是不能更好地進行發(fā)展的。在治理產(chǎn)能過剩的時候冷拔管是去產(chǎn)能的主題,要不斷地進行淘汰去產(chǎn)能的力度和各種的市場行情對于冷拔管去產(chǎn)能的發(fā)展是更加的方便的,因此對于廠家而言要不斷地進行技術(shù)的創(chuàng)新,政策也是要進行進一步的發(fā)展和扶持的。
總結(jié) 冷拔管符合行業(yè)標準_精拉管業(yè)有限公司(長沙分公司),固定電話:15653128796,移動電話:0635-7070165,聯(lián)系人:李濤,QQ:279437696,匯通國際金屬物流園A121 發(fā)貨到 湖南省長沙市。