




以下是無縫鋼管12CrNi3無縫鋼管有口皆碑的現場實拍視頻,讓您更好地了解產品的優點和特點不容錯過。
以下是:青島膠州無縫鋼管12CrNi3無縫鋼管有口皆碑的圖文介紹

融拓金屬材料(青島市膠州市分公司)坐落于經濟開發區東昌東路當代大廈,歡迎惠顧! (1)專業銷售批發,品質價格合理,減少中間環節讓利一線客戶! (2)客戶可以隨意挑選自己所需 (3)所售產品,公司負責質量跟蹤,為您排除后顧之憂!本公司產品有: 熱軋無縫鋼管等。我公司憑著合理的價格銷售給每個客戶,讓您用得省錢又放心。我公司實力雄厚,保證產品質量,以多品種經營特色和薄利多銷的原則,贏得了廣大客戶的信任。


無縫鋼管廠冷拔(軋)無縫鋼管: 圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(探傷)→標記→入庫
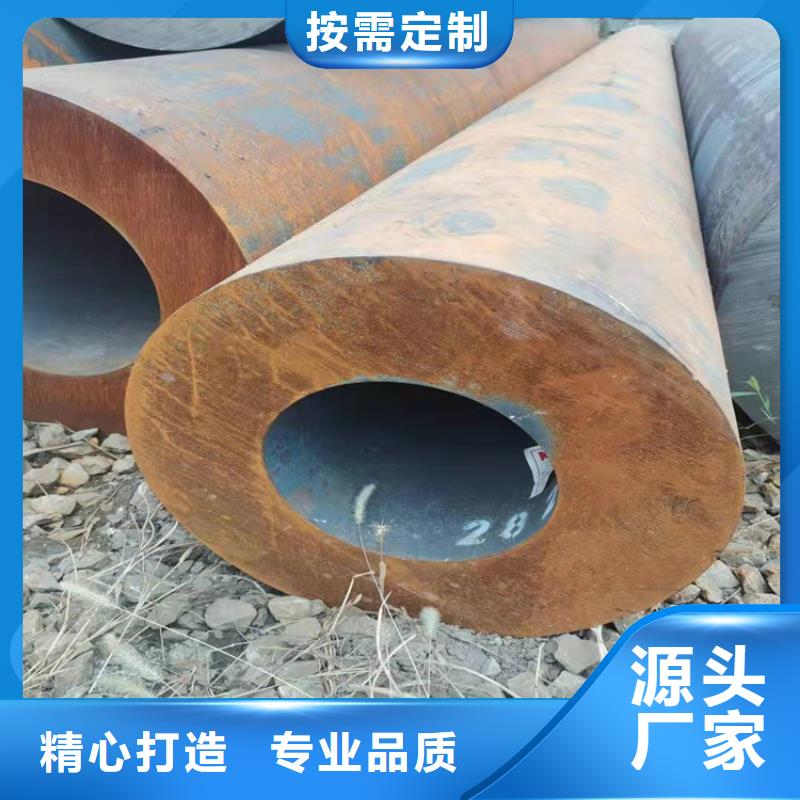
無縫鋼管廠熱軋(擠壓無縫鋼管):圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記→入庫 是用鋼錠或實心管坯經穿孔制成毛管,然后經熱軋、冷軋或冷撥制成。大口徑厚壁鋼管廠規格用外徑*壁厚毫米數表示。無縫鋼管分熱軋和冷軋(撥)無縫鋼管兩類。 熱軋無縫鋼管分一般鋼管,低、中壓鍋爐鋼管,高壓鍋爐鋼管、合金鋼管、不銹鋼管、石油裂化管、地質鋼管和其它鋼管等。無縫鋼管廠冷軋(撥)無縫鋼管除分一般鋼管、低中壓鍋爐鋼管、高壓鍋爐鋼管、合金鋼管、不銹鋼管、石油裂化管、其它鋼管外,還包括碳素薄壁鋼管、合金薄壁鋼管、不銹薄壁鋼管、異型鋼管。銅仁大口徑厚壁鋼管廠熱軋無縫管外徑一般大于32mm,壁厚2.5-75mm,冷軋無縫鋼管處徑可以到6mm,壁厚可到0.25mm,薄壁管外徑可到5mm壁厚小于0.25mm,冷軋比熱軋尺寸精度高。
熱軋,顧名思義,軋件的溫度高,因此變形抗力小,可以實現大的變形量。以鋼板的軋制為例,一般連鑄坯厚度在230mm左右,而經過粗軋和精軋,終厚度為1~20mm。同時,由于鋼板的寬厚比小,尺寸精度要求相對低,不容易出現板形問題,以控制凸度為主。對于組織有要求的,一般通過控軋控冷來實現,即控制精軋的開軋溫度、終軋溫度。
無縫鋼管廠熱軋(擠壓無縫鋼管):圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記→入庫 是用鋼錠或實心管坯經穿孔制成毛管,然后經熱軋、冷軋或冷撥制成。大口徑厚壁鋼管廠規格用外徑*壁厚毫米數表示。無縫鋼管分熱軋和冷軋(撥)無縫鋼管兩類。 熱軋無縫鋼管分一般鋼管,低、中壓鍋爐鋼管,高壓鍋爐鋼管、合金鋼管、不銹鋼管、石油裂化管、地質鋼管和其它鋼管等。無縫鋼管廠冷軋(撥)無縫鋼管除分一般鋼管、低中壓鍋爐鋼管、高壓鍋爐鋼管、合金鋼管、不銹鋼管、石油裂化管、其它鋼管外,還包括碳素薄壁鋼管、合金薄壁鋼管、不銹薄壁鋼管、異型鋼管。銅仁大口徑厚壁鋼管廠熱軋無縫管外徑一般大于32mm,壁厚2.5-75mm,冷軋無縫鋼管處徑可以到6mm,壁厚可到0.25mm,薄壁管外徑可到5mm壁厚小于0.25mm,冷軋比熱軋尺寸精度高。
熱軋,顧名思義,軋件的溫度高,因此變形抗力小,可以實現大的變形量。以鋼板的軋制為例,一般連鑄坯厚度在230mm左右,而經過粗軋和精軋,終厚度為1~20mm。同時,由于鋼板的寬厚比小,尺寸精度要求相對低,不容易出現板形問題,以控制凸度為主。對于組織有要求的,一般通過控軋控冷來實現,即控制精軋的開軋溫度、終軋溫度。



我們生產的無縫鋼管材質不一樣的,元素自然就是不 一樣的。總體來說我們無縫鋼管不易生銹。但是并不是說既然無縫鋼管不容易生銹我們平常就不用管它了,直接把它放在一邊我們就可以高枕無憂了。因為無縫鋼管乳溝平常不注意保養的話,它的使用壽命也會縮短,也會給我們無縫鋼管廠和客戶帶來不必要的損失。既然大家購買無縫鋼管必然希望使用壽命能夠長一些,所以大家應該注意無縫鋼管的保養。
無縫鋼管在工藝上要增加壽命,首先就要對無縫鋼管進行酸洗去除表面氧化皮,然后經過潤滑處理,這樣對鋼管進行酸洗、鈍化表面處理,使表面形成一層保護膜。. 然后酸洗過后再用電解方法進行一次補充就可以讓無縫鋼管得到更進一步的保護,這樣經過我們出廠的無縫鋼管能夠 的增加他的使用壽命,提高利用率。 是影響其整體性能的主要因素。
無縫鋼管在工藝上要增加壽命,首先就要對無縫鋼管進行酸洗去除表面氧化皮,然后經過潤滑處理,這樣對鋼管進行酸洗、鈍化表面處理,使表面形成一層保護膜。. 然后酸洗過后再用電解方法進行一次補充就可以讓無縫鋼管得到更進一步的保護,這樣經過我們出廠的無縫鋼管能夠 的增加他的使用壽命,提高利用率。 是影響其整體性能的主要因素。


無縫鋼管熱處理后零件具備優良的綜合性機械設備功能,廣泛運用于各種各樣關鍵的構造零件,特別是在是在交替變化負載下工作中的曲軸、地腳螺栓、傳動齒輪及機械零件等。但表層強度較低,不耐磨損,能用熱處理+感應淬火發展零件表層強度。
滲氮解決一般用以表層耐磨損、芯部抗沖擊的輕載零件,其耐磨性能比熱處理+感應淬火高。其表層碳含量0.8-1.2%,芯部一般在0.1-0.25%(獨特狀況下選用0.35%)。經調質處理后,表層可得到很高的強度(HRC58-62),芯部強度低,抗沖擊。
假如用無縫鋼管滲氮,熱處理后芯可能涌起硬脆的奧氏體,喪失滲氮解決的優點。如今選用滲氮加工工藝的原材料,碳含量也不高,到0.30%芯部抗壓強度早已能夠超過很高,并且從沒在具體運用出現過。可選用熱處理+高頻率感應淬火的加工工藝,但耐磨性能較滲氮略差。
滲氮解決一般用以表層耐磨損、芯部抗沖擊的輕載零件,其耐磨性能比熱處理+感應淬火高。其表層碳含量0.8-1.2%,芯部一般在0.1-0.25%(獨特狀況下選用0.35%)。經調質處理后,表層可得到很高的強度(HRC58-62),芯部強度低,抗沖擊。
假如用無縫鋼管滲氮,熱處理后芯可能涌起硬脆的奧氏體,喪失滲氮解決的優點。如今選用滲氮加工工藝的原材料,碳含量也不高,到0.30%芯部抗壓強度早已能夠超過很高,并且從沒在具體運用出現過。可選用熱處理+高頻率感應淬火的加工工藝,但耐磨性能較滲氮略差。

