




為了讓您更地了解我們的絎磨管-活塞桿工廠自營產品,只需花費一分鐘時間,您就能發現更多令人心動的細節和優勢,為您的購物體驗增添更多驚喜。
以下是:絎磨管-活塞桿工廠自營的圖文介紹

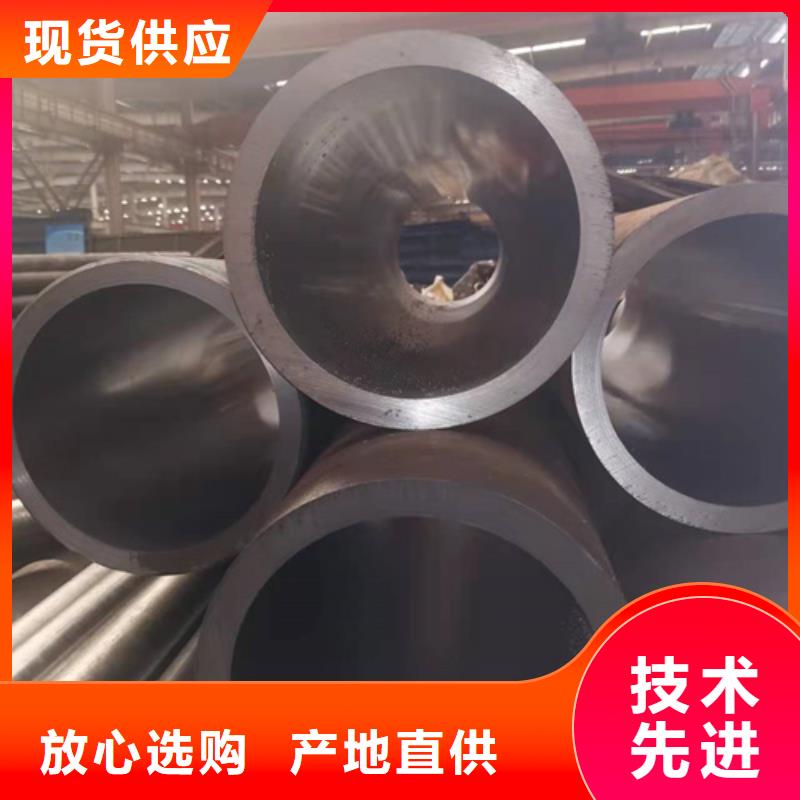
企業旺旺珩磨管絎磨管油缸管薄壁氣缸管的日常工作原理主要是通過砂帶上的沙粒產生一定的壓力,在一定轉速之下進行的表面研磨。通過砂帶的上下移動對工件的上下表面來回磨削,達到一定效果。當然在研磨過程中要不斷的加潤滑油,進行冷卻,以免影響工件表面加工質量。這樣得到的工件只是粗加工的工件,想要更好精度的產品還需進行精加工處理薄壁氣缸管和拋光管的區別絎磨其實也是拋光的一種方式不過絎磨只是專用在對圓孔的拋光方面。絎磨管拋光可以是對任何一種形狀的物體表面進行粗糙度的精加工;內形或者外形都可以進行拋光,而絎磨只是對圓孔進行拋光。絎磨有專用的絎磨頭,上面裝上各種粗細的油石對內孔的表面進行拋光。絎磨并不能改變內孔與外形的同軸度或者孔對外形的相對位置,只是順著孔的軸線對孔的內表面進行拋光,使孔的尺寸達到工藝的要求。


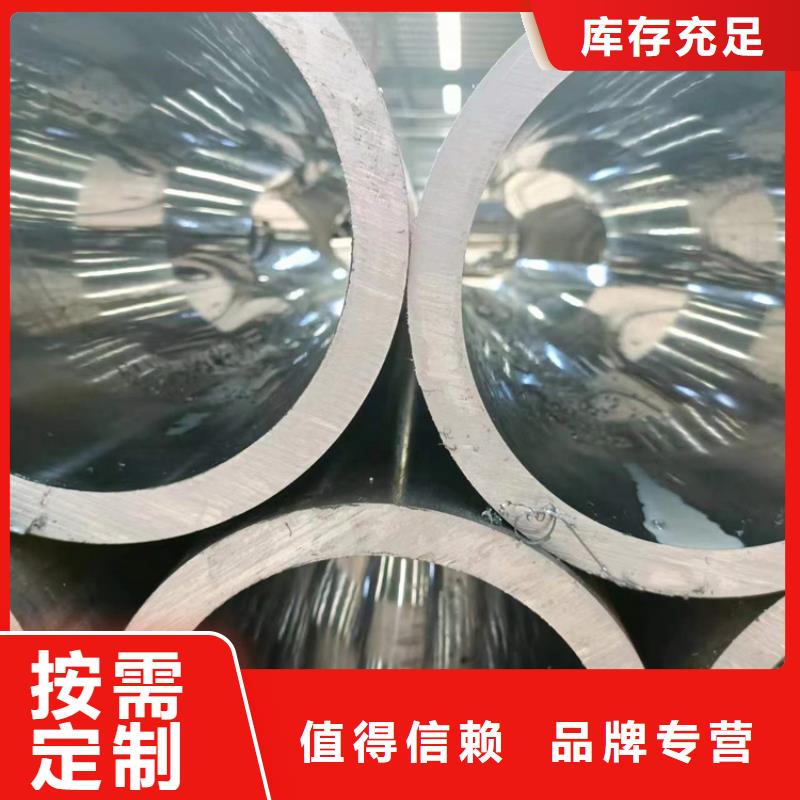
企業旺旺珩磨管絎磨管油缸管小口徑絎磨管麻點缺陷處理 在加工之前表面會有很多的麻點,這是影響小口徑絎磨管質量的重要因子,要想經過絎磨后獲得質量好的液壓油缸管 ,就需要對這些麻點進行修復。那么,小口徑絎磨管表面缺陷的修復方法有哪些呢?1.加大冷拔變形量增加冷拔變形道次,加大總變形量,可以達到降低麻點深度,減小珩磨磨削余量的目的。2.優選熱軋管坯料冷拔管麻點缺陷均是由熱軋管所引起的,所以,通過選擇銹蝕程度小、壁厚均勻的熱軋管,可以減少麻點缺陷,提高缸筒的成材率。3.熱軋管內孔缺陷清理。



關于 高精度活塞桿產品圖片: 本 高精度活塞桿產品圖片依照實際產品拍攝,因相機拍攝與實際產品難免有成色誤差,一切以實物為準。


企業旺旺珩磨管絎磨管油缸管厚壁油缸管滾壓與絎磨那種工藝精密度高 絎磨管厚壁油缸管其內孔一般采用鏜削、鉸孔、滾壓或珩磨等精密加工工藝制造,使活塞及其密封件、支承件能順利滑動,從而保證密封效果,減少磨損;油缸管要承受很大的液壓力,因此,應有足夠的強度和剛度。厚壁油缸管珩磨頭伸進孔內,然后由機器帶動旋轉,往復,并漲出磨條進行切削加工.機器是專用的珩磨機.有立式和臥式之分.立式較適于大批量的較短件連續生產,如氣缸套類.臥式的較適合較長件的生產.如果是加工鑄鐵類的,生產效率轉內圓磨的方式高幾倍.但鋼件珩磨效率比鑄鐵等要差點,不過比起內圓磨的方式還是要快很多.精度方面不是什么問題,比起內圓磨有過之而無不及.

