



以下的鑄鐵型材q550高強(qiáng)板銷售品質(zhì)有保障視頻將帶您深入了解產(chǎn)品的每一個(gè)細(xì)節(jié),讓您對(duì)其優(yōu)點(diǎn)和特點(diǎn)一目了然。幾十秒就能了解產(chǎn)品魅力。
以下是:青海黃南鑄鐵型材q550高強(qiáng)板銷售品質(zhì)有保障的圖文介紹
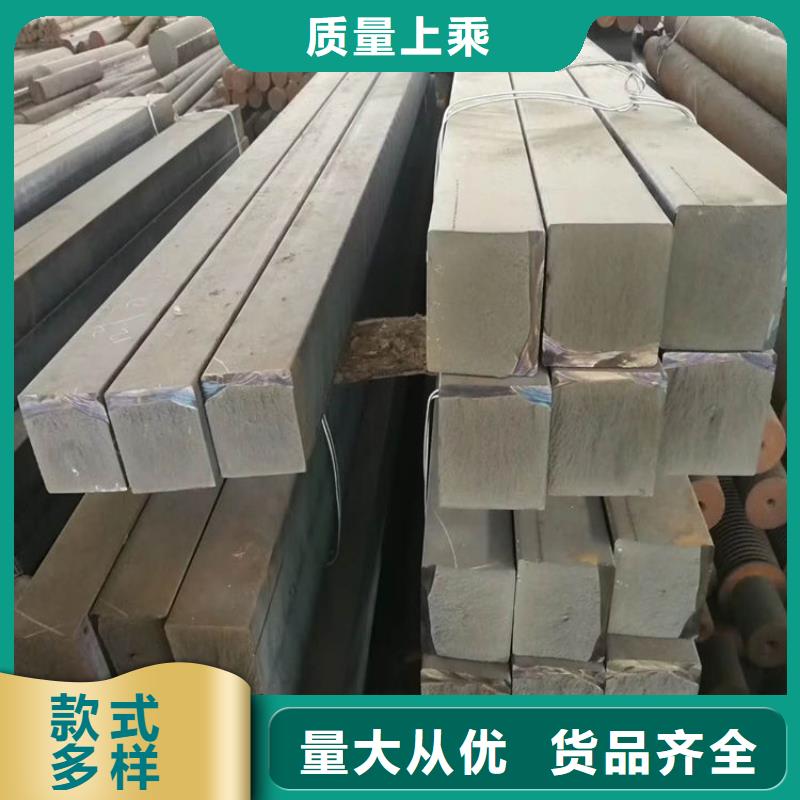
產(chǎn)品特點(diǎn)圖
板銷售品質(zhì)有保障")
青海黃南億錦鑄鐵型材有限公司專業(yè)提供青海黃南球墨鑄鐵棒現(xiàn)貨,青海黃南鑄鐵棒生產(chǎn)廠家熔煉設(shè)備的選用首先是在滿足生產(chǎn)需要的前提下,遵循、低耗的原則。感應(yīng)電爐的優(yōu)點(diǎn)是:加熱速度快,爐子的熱效率較高,氧化燒損較輕,吸收氣體較少。因此,用中頻電爐熔煉,可避免增硫、磷問題,使鐵水中P不大于0.07%、S不大于0.05%。球化包的確定,為了提高球化劑的吸收率,增加球化效果,球化處理包應(yīng)比一般鐵液包深。球化包的高度與直徑之比確定鑄鐵型材在重工業(yè)中需求量大,被廣泛應(yīng)用于交通運(yùn)輸、機(jī)床、印刷、農(nóng)業(yè)機(jī)械等支柱行業(yè)。拉坯工藝參數(shù)設(shè)置是鑄鐵型材生產(chǎn)中的關(guān)鍵環(huán)節(jié),設(shè)置不合理會(huì)導(dǎo)致拉漏、拉斷等生產(chǎn)事故和產(chǎn)生表面裂紋等鑄造缺陷。對(duì)鼓肚缺陷,在鑄鐵型材的水平連鑄過程中采用反弧度法工藝,即通過新型的石墨套與引錠裝置來實(shí)現(xiàn)的,通過實(shí)施反弧度法工藝,鑄鐵型材的鼓肚現(xiàn)象得到有效。但由于在率次實(shí)驗(yàn)過程中,剛開始生產(chǎn)鑄鐵型材時(shí)的拉拔速度比較慢、拉拔周期較長,使鑄鐵型材在結(jié)晶器的停留時(shí)間過長,導(dǎo)致在扁平方向上鑄鐵型材頂部略微向下凹,當(dāng)拉拔參數(shù)調(diào)整合適時(shí),下凹及鼓肚現(xiàn)象基本消失。與拉伸性能結(jié)果類似,反弧度法試樣的抗壓強(qiáng)度高于未實(shí)施反弧度法試樣的抗拉強(qiáng)度。 實(shí)現(xiàn)高質(zhì)量、率的鑄鐵型材水平連鑄拉坯生產(chǎn)。本實(shí)用新型采用的技術(shù)方案,與砂型鑄造相比,表現(xiàn)在機(jī)械性能提高,切削性能提高,表面光潔,加工余量小,可直接加工成閥體、齒輪泵外殼,液壓導(dǎo)向套等,比實(shí)心型材的再加工提高了工效。
板銷售品質(zhì)有保障")
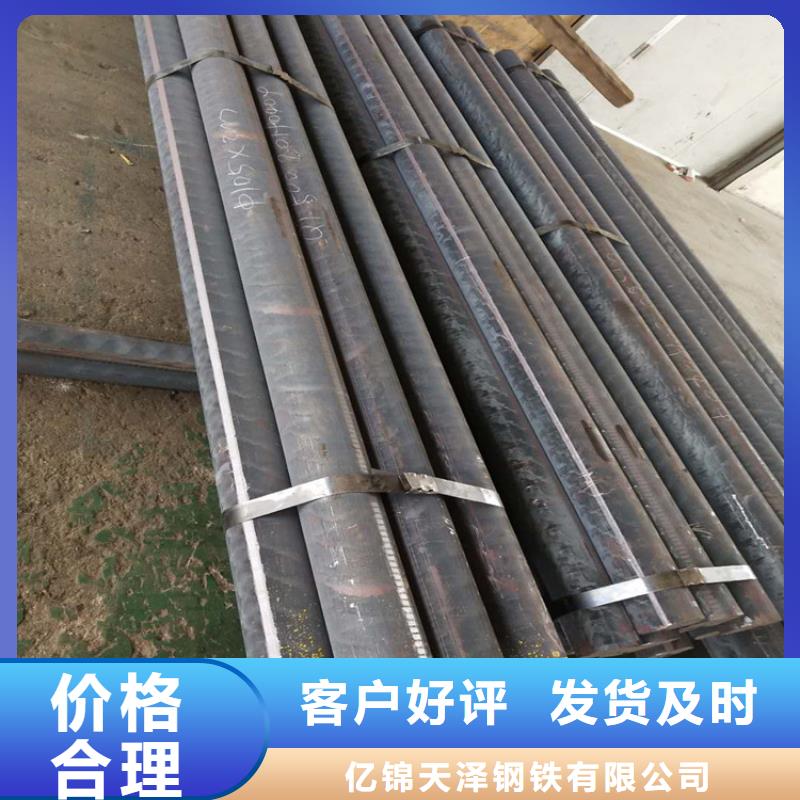
適用范圍
板銷售品質(zhì)有保障")
板銷售品質(zhì)有保障")
億錦天澤鋼鐵(黃南市分公司)主要產(chǎn)品有:(青海黃南) 本地 彈簧鋼帶廠家等,資源充足,品種齊全,庫存量大,價(jià)位低。
公司自成立以來,一直把產(chǎn)品質(zhì)量作為企業(yè)生存的根本,把服務(wù)質(zhì)量作為我們成功的橋梁。我們衷心希望與廣大客戶建立業(yè)務(wù)聯(lián)系,提供優(yōu)質(zhì)服務(wù),同創(chuàng)業(yè)、共誠信求實(shí)、發(fā)展、創(chuàng)新是我公司的經(jīng)營宗旨,熱忱歡迎廣大不銹鋼用戶及同仁光臨我公司,為不銹鋼事業(yè)共創(chuàng)輝煌。
本公司的經(jīng)營理念:同樣的產(chǎn)品比質(zhì)量、同樣的質(zhì)量比價(jià)格、同樣的價(jià)格比服務(wù)、 同樣的服務(wù)比信譽(yù)
服務(wù)三保:保證質(zhì)量、保證時(shí)間、保證數(shù)量。
服務(wù)宗旨:雄厚的實(shí)力、優(yōu)質(zhì)的產(chǎn)品、低廉的價(jià)格。
鄭重承諾:保證以好的產(chǎn)品、優(yōu)的質(zhì)量、低的價(jià)格、完善的服務(wù)來答謝新老顧客的信賴。
經(jīng)營原則:顧客至上、質(zhì)量優(yōu)良、品種齊全、價(jià)格合理。
板銷售品質(zhì)有保障")
板銷售品質(zhì)有保障")
板銷售品質(zhì)有保障")
為什么選擇我們
板銷售品質(zhì)有保障")
青海黃南億錦鑄鐵型材有限公司專業(yè)提供青海黃南球墨鑄鐵棒現(xiàn)貨,青海黃南鑄鐵棒生產(chǎn)廠家的鑄鐵型材時(shí)產(chǎn)生氣孔和夾雜的原因及防止措施有哪些,氣孔和夾雜是指型材斷面上出現(xiàn)氣孔或夾渣。氣孔的內(nèi)壁光滑,夾雜一般出現(xiàn)在靠近型材鑄造位置的上方。 產(chǎn)生氣孔和夾雜的原因 鐵液沖入保溫包時(shí)夾渣進(jìn)入結(jié)晶器,球墨鑄鐵型材成分選擇不當(dāng)時(shí)造成石墨漂浮。 防止措施 適當(dāng)提高保溫包中鐵液液面高度。對(duì)鼓肚缺陷,在鑄鐵型材的水平連鑄過程中采用反弧度法工藝,即通過新型的石墨套與引錠裝置來實(shí)現(xiàn)的,通過實(shí)施反弧度法工藝,鑄鐵型材的鼓肚現(xiàn)象得到有效。但由于在率次實(shí)驗(yàn)過程中,剛開始生產(chǎn)鑄鐵型材時(shí)的拉拔速度比較慢、拉拔周期較長,使鑄鐵型材在結(jié)晶器的停留時(shí)間過長,導(dǎo)致在扁平方向上鑄鐵型材頂部略微向下凹,當(dāng)拉拔參數(shù)調(diào)整合適時(shí),下凹及鼓肚現(xiàn)象基本消失。與拉伸性能結(jié)果類似,反弧度法試樣的抗壓強(qiáng)度高于未實(shí)施反弧度法試樣的抗拉強(qiáng)度。仿真實(shí)驗(yàn)表明本文建立的拉坯工藝參數(shù)GA-BP神經(jīng)網(wǎng)絡(luò)控制模型可以用于拉坯工藝參數(shù)自適應(yīng)整定,所獲得拉坯工藝參數(shù)能夠用于實(shí)際生產(chǎn)系統(tǒng),實(shí)現(xiàn)高質(zhì)量、率的鑄鐵型材水平連鑄拉坯生產(chǎn)。 鑄鐵型材水平連續(xù)鑄造工藝如圖2-6所示。鐵液流入固定在保溫包下部的結(jié)晶器水冷石墨型中,與事先置入的引錠頭鑄合在一起,在石墨型中鐵液開始凝固,當(dāng)形成具有一定厚度的外殼時(shí),鑄鐵型材即被牽引機(jī)按步進(jìn)方式拉出結(jié)晶器。型材通過牽引機(jī)后卸除引錠桿,并由同步切割機(jī)按一定的長度在鑄鐵型材上切口,型材通過壓斷機(jī)時(shí)被壓斷即成為鑄態(tài)產(chǎn)品。
板銷售品質(zhì)有保障")
點(diǎn)擊查看億錦天澤鋼鐵(黃南市分公司)的【產(chǎn)品相冊(cè)庫】以及我們的【產(chǎn)品視頻庫】
