



想要了解玻璃鋼夾砂管_玻璃鋼夾砂管道出廠嚴格質檢產品嗎?點擊觀看我們上傳的視頻介紹,它將用更直觀的方式展現產品的特點和優勢,讓您對產品有更深入的了解。
以下是:甘肅酒泉玻璃鋼夾砂管_玻璃鋼夾砂管道出廠嚴格質檢的圖文介紹


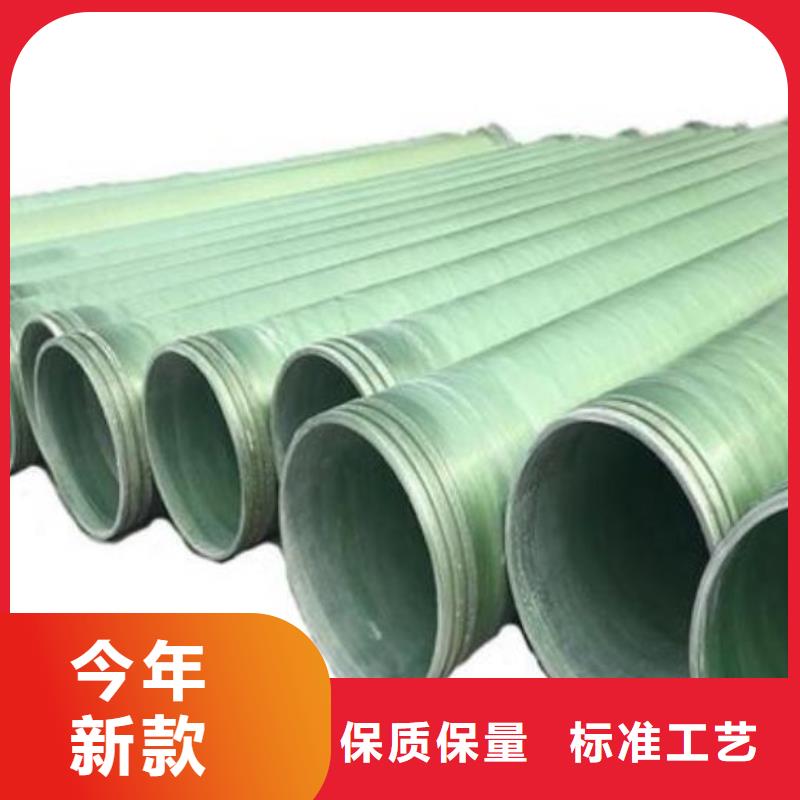
FRP復合玻璃鋼電纜保護管,是以高強度的玻璃纖維為增強材料和按照特定配方組成的化合物,通過纏繞、卷制、固化、復合成型,它有著復合材料所特有的優越性,并配有管枕支架做支撐,起固定散熱作用。
玻璃鋼電纜保護管的特性
強度高、抗外載能力強,可直接地埋,用于行車道下直埋,無需混凝土保護層,可加快電纜工程的施工進度。



冀鰲玻璃鋼制品 (酒泉市分公司)常年生產銷售各種材質與規格的 玻璃鋼化糞池, 玻璃鋼化糞池生產廠家,可定做各種型號 玻璃鋼化糞池,,歡迎來人來電洽談業務。
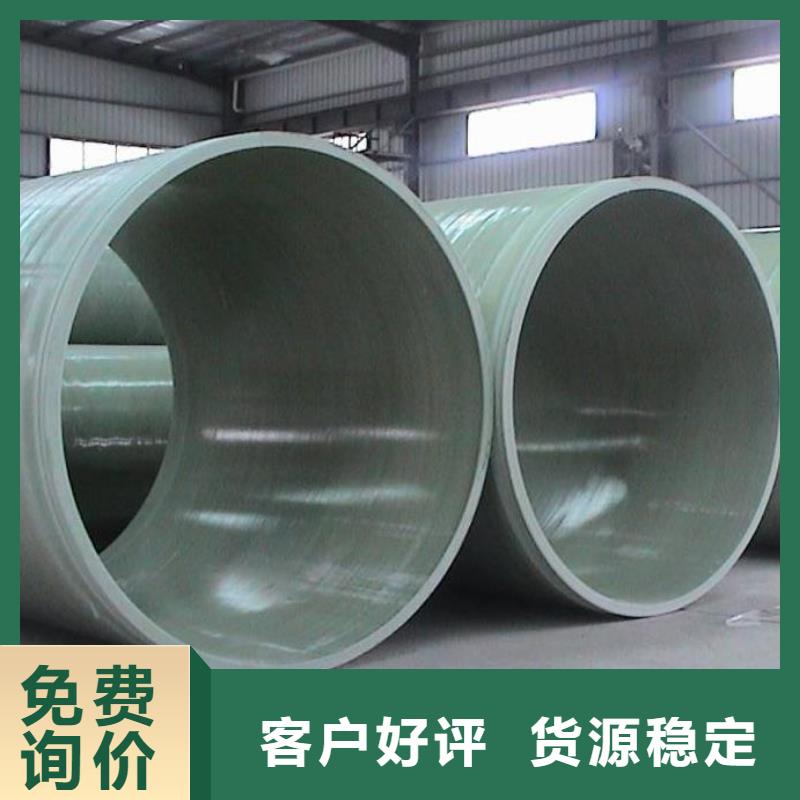
玻璃鋼夾砂管_玻璃鋼夾砂管道出廠嚴格質檢


b、清理模具。要求模具表面無坑凹、粉塵、雜物及其他附著物,模具要作到表面平滑,有問題及時修理、維護;
c、纏聚酯薄膜。為方便管道脫模,在模具表面應包覆1層聚酯薄膜,薄膜搭接寬度1~2㎝,厚度為40um之間。要求薄膜無破損,無皺折,兩面光滑潔凈。薄膜產品質量滿足GB 13950-1992的要求。
(2)制襯工序
a、內襯樹脂配制。按質檢部門根據當時的工作環境、溫度條件作出的樹脂配方體系進行內襯樹脂配兌,配料量要根據制造進度合理掌握。當現場情況發生變化時,質檢部門和制造部門應及時調整配方,并按新配方配制需用的樹脂;
b、增強材料準備。按設計要求將制作內襯需用的增強材料運送到指定位置,并對一些寬幅面的增強材料先裁切加工到設計寬度;
c、內襯層制作。按設計要求的鋪層步驟進行內襯層制作,各單層鋪設過程中應施加合理的張力,相互之間適量搭接,并用組合壓輥反復滾壓趕出氣泡以保證纖維完全浸透。并要求各增強材料層達到設計的樹脂含量求;
d、初步自檢。按設計要求鋪覆完各層后,要求操作工人進行初步的質量檢測:內襯是否達到設計厚度,局部是否有貧膠、掛膠現象,是否有白斑、氣泡,是否有等,若發生上述情況應及時匯報并采取處理措施;
e、進入內襯遠紅外深度固化工序。
c、纏聚酯薄膜。為方便管道脫模,在模具表面應包覆1層聚酯薄膜,薄膜搭接寬度1~2㎝,厚度為40um之間。要求薄膜無破損,無皺折,兩面光滑潔凈。薄膜產品質量滿足GB 13950-1992的要求。
(2)制襯工序
a、內襯樹脂配制。按質檢部門根據當時的工作環境、溫度條件作出的樹脂配方體系進行內襯樹脂配兌,配料量要根據制造進度合理掌握。當現場情況發生變化時,質檢部門和制造部門應及時調整配方,并按新配方配制需用的樹脂;
b、增強材料準備。按設計要求將制作內襯需用的增強材料運送到指定位置,并對一些寬幅面的增強材料先裁切加工到設計寬度;
c、內襯層制作。按設計要求的鋪層步驟進行內襯層制作,各單層鋪設過程中應施加合理的張力,相互之間適量搭接,并用組合壓輥反復滾壓趕出氣泡以保證纖維完全浸透。并要求各增強材料層達到設計的樹脂含量求;
d、初步自檢。按設計要求鋪覆完各層后,要求操作工人進行初步的質量檢測:內襯是否達到設計厚度,局部是否有貧膠、掛膠現象,是否有白斑、氣泡,是否有等,若發生上述情況應及時匯報并采取處理措施;
e、進入內襯遠紅外深度固化工序。



(3)遠紅外深度固化
我廠生產制造的玻璃鋼夾砂管道都必須進行遠紅外深度固化處理,目的是:可以提高內襯層的固化度,改善管道的抗腐耐溫性能;
(4)過程質量檢驗
在纏繞前再次確認內襯無氣泡、氣孔,無雜質,表面平整,樹脂含量合理,無白斑和局部固化不良等現象。必須認真檢查內襯是否合格,不合格的嚴禁上機纏繞。
(5)纏繞工序
將設計好的參數輸入機,待內襯固化后,由機控制用無堿無捻玻璃纖維進行往復式纏繞直至纏繞層厚度。按規定厚度外敷100%樹脂含量的外保護層。纏繞層的樹脂含量一般為35%左右,其厚度取決于管道設計的強度和剛度的綜合。
(6)紅外線固化
管道進入固化養護階段。在固化過程中應以適宜的轉速保持模具滾動,使其均勻固化。固化過程中應注意監控管體溫度,合理調整固化方案。
我廠生產制造的玻璃鋼夾砂管道都必須進行遠紅外深度固化處理,目的是:可以提高內襯層的固化度,改善管道的抗腐耐溫性能;
(4)過程質量檢驗
在纏繞前再次確認內襯無氣泡、氣孔,無雜質,表面平整,樹脂含量合理,無白斑和局部固化不良等現象。必須認真檢查內襯是否合格,不合格的嚴禁上機纏繞。
(5)纏繞工序
將設計好的參數輸入機,待內襯固化后,由機控制用無堿無捻玻璃纖維進行往復式纏繞直至纏繞層厚度。按規定厚度外敷100%樹脂含量的外保護層。纏繞層的樹脂含量一般為35%左右,其厚度取決于管道設計的強度和剛度的綜合。
(6)紅外線固化
管道進入固化養護階段。在固化過程中應以適宜的轉速保持模具滾動,使其均勻固化。固化過程中應注意監控管體溫度,合理調整固化方案。
