


更新時間:2025-05-30 17:48:58 ip歸屬地:寶雞,天氣:中雨轉小雨,溫度:17-22 瀏覽次數:2 公司名稱:無錫 新弘揚特鋼(寶雞市分公司)
| 產品參數 | |
|---|---|
| 產品價格 | 6550-15600/噸 |
| 發貨期限 | 1-5天 |
| 供貨總量 | 200噸 |
| 運費說明 | 貨到付款或現付 |
| 小起訂 | 1 |
| 質量等級 | A |
| 是否廠家 | 代理 |
| 產品材質 | 齊全 |
| 產品品牌 | 國內各大鋼廠 |
| 產品規格 | 齊全 |
| 發貨城市 | 無錫 |
| 產品產地 | 天鋼,寶鋼,冶鋼,成鋼等 |
| 加工定制 | 可以 |
| 產品型號 | 齊全 |
| 可售賣地 | 全國· |
| 產品重量 | 0.1-10000000 |
| 產品顏色 | 黑 |
| 質保時間 | 1年 |
| 外形尺寸 | 都有 |
| 適用領域 | 機械,化工,設備,電廠等等 |
| 是否進口 | 否 |
| 質量認證 | A |
| 產品功率 | 大 |
| 工作溫度 | 適合 |
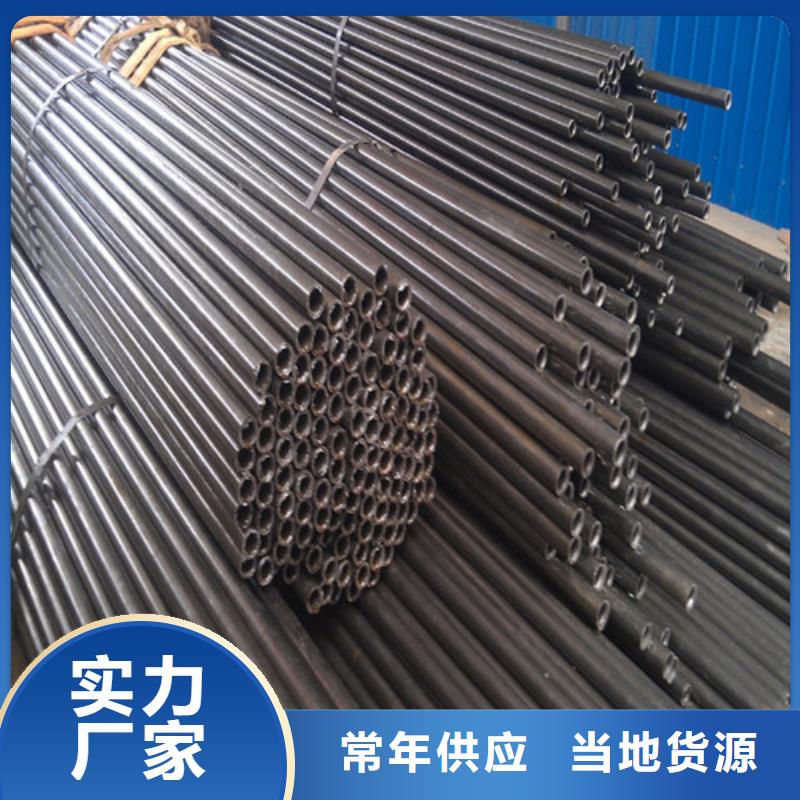
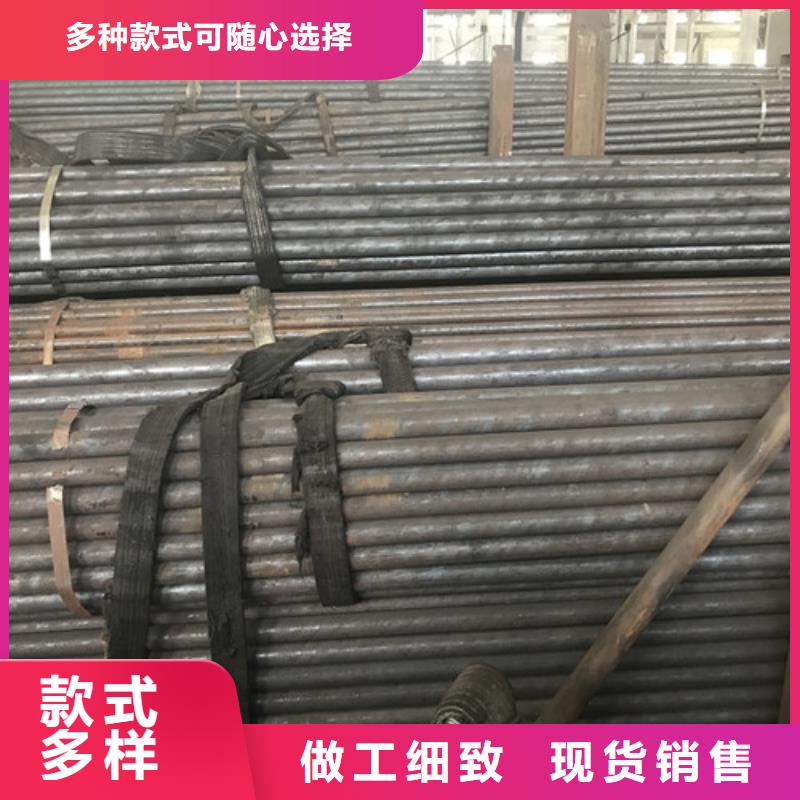
| 外形圓管 黑皮 亮皮 | 包裝捆裝 散裝等 |
| 長度1-15米長 | 性能合格 |
| 規格多 | 保質保量 |
| 材質多 | 運費合理 |



另外,還有GB/T17396-1998(液壓支柱用熱軋無縫鋼管)、GB3093-1986(柴油機用高壓無縫鋼管)、GB/T3639-1983(冷拔或冷軋精密無縫鋼管)、GB/T3094-1986(冷拔無縫鋼管異形鋼管)、GB/T8713-1988(液壓和氣動筒用精密內徑無縫鋼管)、GB13296-1991(鍋爐、熱交換器用不銹鋼無縫鋼管)、GB/T14975-1994(結構用不銹鋼無縫鋼管)、GB/T14976-1994(流體輸送用不銹鋼無縫鋼管)、GB/T5035-1993(汽車半軸套管用無縫鋼管)、API SPEC5CT-1999(套管和油管規范)等。20號無縫鋼管是用鋼錠或實心管坯經穿孔制成毛管,然后經熱軋、冷軋或冷撥制成。20號無縫鋼管在我國鋼管業中具有重要的地位。據不完全統計,我國現有20號無縫鋼管生產企業約240多家,無縫鋼管機組約250多套,年產能力約450多萬噸。從口徑看,<φ76的,占35%,<φ159-650的,占25%。從品種看,一般用途管190萬噸,占54%;石油管76萬噸,占5.7%;液壓支柱、精密管15萬噸,占4.3%;不銹管、軸承管、汽車管共5萬噸,占1.4%。
①一般鍋爐管主要用來制造水冷壁管、沸水管、過熱蒸汽管、機車鍋爐用的過熱蒸汽管,大、小煙管及拱磚管等。
②高壓鍋爐管主要用來制造高壓和超高壓鍋爐的過熱器管、再熱器管、導氣管、主蒸汽管等。
但是,圓管也有一定的局限性,如在受平面彎曲的條件下,圓管就不如方、矩形管抗彎強度大,一些農機具骨架、鋼木家具等就常用方、矩形管。根據不同用途還需有其他截面形狀的異型鋼管。
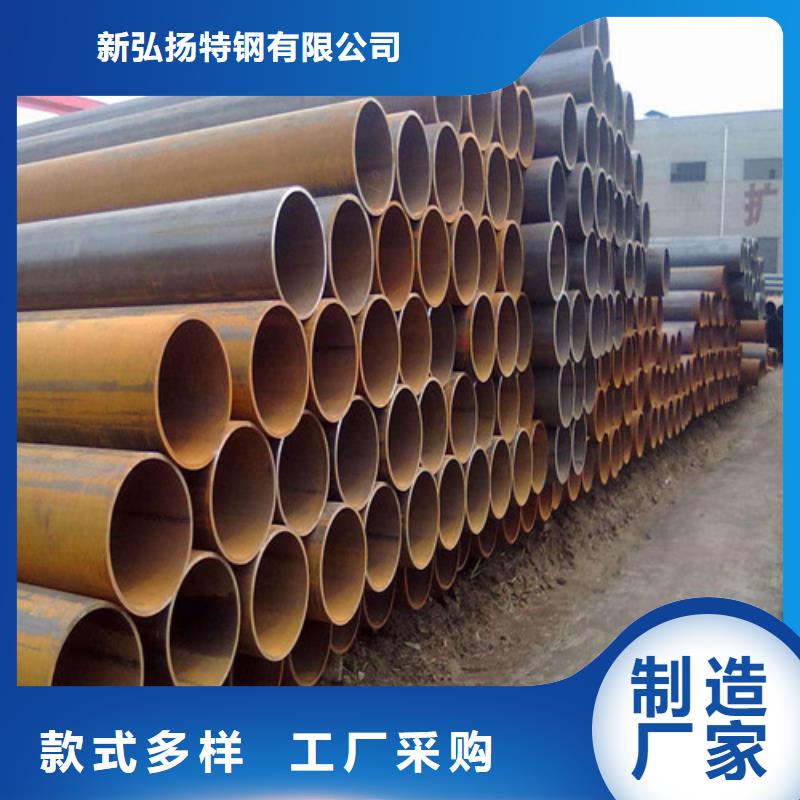
1.流體輸送用無縫鋼管(GB/T8163-2008)是用于輸送水、油、氣等流體的一般無縫鋼管。
彎曲度編輯 語音
外徑和壁厚 應符合GB/T17395《無縫鋼管》的規定
長 度 1.熱軋(擠壓、擴)鋼管為3-12m 2.冷拔(軋)鋼管為3-10.5m
彎曲度 1.壁厚≤15mm時不得大于1.5mm/m 2.壁厚>15mm時不得大于2.0mm/m 3.外徑≥351mm時不 得大于3.0mm/m
(外徑-壁厚)*壁厚*0.02466=kg/米(每米的重量)
雖然說每一個試驗機廠家對包頭流體管拉伸都很熟悉,但是真正完全能夠把標準以及標準后面
鍍鋅管標準及尺寸標準GB/T3091-2015 低壓流體輸送用焊接鋼管GB/T13793-2016 直縫電焊鋼管GB/T21835-2008 焊接鋼管尺寸及單位長度重量用途編輯 語音使用說明常說的鍍鋅管,鍍鋅管的用途煤氣、暖氣用的那種鐵管也是鍍鋅管,鍍鋅管作為水管,使用幾年后,管內產生大量銹垢,流出的黃水不僅污染潔具,而且夾雜著不光滑內壁滋生的細菌,銹蝕造成水中重金屬含量過高,嚴重危害人體的。生產步驟工藝流程為:黑管——堿洗——水洗——酸洗——清水漂洗——浸助劑——烘干——熱浸鍍鋅——外吹——內吹——空冷——水冷——鈍化——水漂洗——檢驗——稱重——入庫。技術要求1、牌號和化學成分鍍鋅鋼管用鋼的牌號和化學成分應符合GB/T3091所規定的黑管用鋼的牌號和化學成分。2、制造方法黑管的制造方法(爐焊或電焊)由制造廠選擇。鍍鋅采用熱浸鍍鋅法。3、螺紋及管接頭(a) 帶螺紋交貨的鍍鋅鋼管,螺紋應在鍍鋅后車制。螺紋應符合YB 822的規定。(b)鋼制管接頭應符合YB 238的規定;可鍛鑄鐵管接頭應符合YB 230的規定。4、力學性能 鋼管鍍鋅前的力學性能應符合GB 3091的規定。5、鍍鋅層的均勻性鍍鋅鋼管應作鍍鋅層均勻性的試驗。鋼管試樣在硫酸銅溶液中連續浸漬5次不得變紅(鍍銅色)。6、冷彎曲試驗公稱口徑不大于50mm的鍍鋅鋼管應作冷彎曲試驗。彎曲角度為90°,彎曲半徑為外徑的8倍。試驗時不帶填充物,試樣焊縫處應置于彎曲方向的外側或上部。試驗后,試樣上不應有裂縫及鋅層剝落同象。
(一)滾槽焊縫開裂1、將管口壓槽部分的內壁焊筋磨平,減少滾槽阻力。2、調整鋼管與滾槽設備的軸心,并要求鋼管與滾槽設備水平。3、調整壓槽速度,壓槽成型時長不能超過規定,均勻、緩慢施力。(二)滾槽鋼管斷裂1、將鋼管管口壓槽部分內壁焊筋磨平,減少滾槽阻力。2、調整鋼管與滾槽設備的軸心,要求鋼管與滾槽設備水平。3、調整壓槽速度,壓槽速度不能超過規定,均勻、緩慢施力。4、檢查滾槽設備的支撐輥與壓力輥的寬度和型號,是否存在兩輥尺寸不相匹配而造成咬合現象。5、用游標卡尺檢查鋼管的溝槽是否規定。(三)滾槽機滾壓成型的溝槽應符合下列要求1、管端至溝槽段的表面應平整無凹凸、無滾痕。2、溝槽圓心應與管壁同心,溝槽寬度、深度應符合要求,并檢查卡箍件型號是否正確。3、在橡膠密封圈上涂抹潤滑劑并檢查橡膠密封圈是否有損傷,潤滑劑不得采用油潤滑劑。
除銹方法編輯 語音
1、首先利用溶劑清洗鋼材表面,把表面的有機物去除,
2、然后使用工具除銹(鋼絲刷)去除松動或傾斜的規模,鐵銹,焊渣等
3、使用酸洗的方式。
鍍鋅分為熱鍍和冷鍍,熱鍍不易生銹,冷鍍較易生銹。