


產品詳細介紹

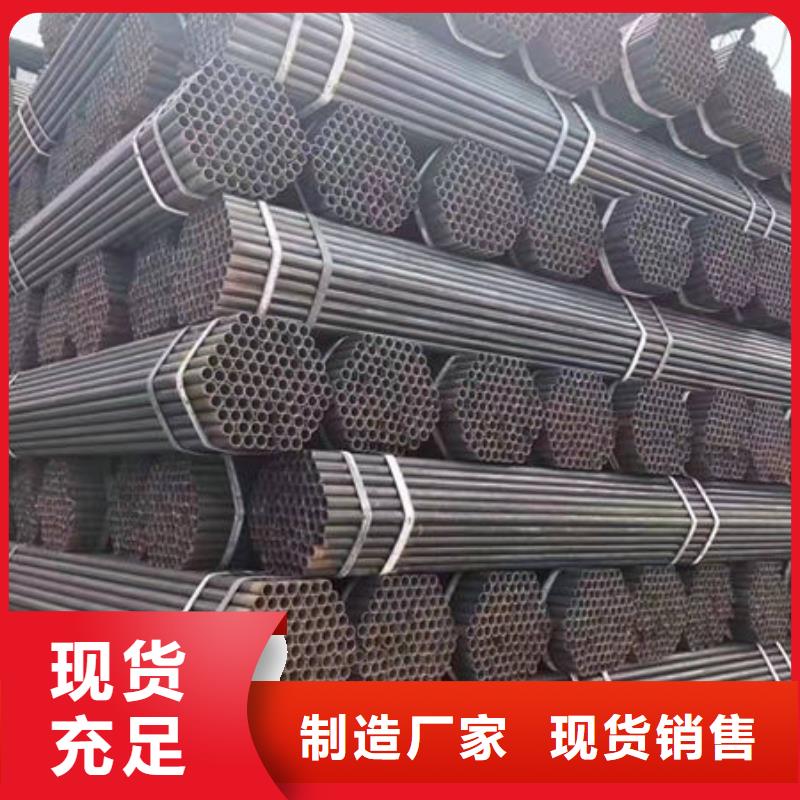
內江無縫鋼管是用鋼錠軋制成圓鋼,經過熱穿孔得到管坯,然后經熱軋、冷軋或冷撥制成無縫管鋼材。是 工業建設和國防建設的重要原材料。1.廣泛用于化工、石油、輕紡、醫療、食品、機械等工業的耐腐蝕管道;2.用于制作煤礦開采用的液壓設備、汽車起重機用的液壓缸、柱塞等;3.可以用于制造汽車半軸套管及驅動橋橋殼軸管;4.用于制造柴油機噴射系統高壓管等;5.用作制造液壓和氣動缸筒;6.用于制造各種低中壓鍋爐、過熱蒸汽管、沸水管、水冷壁管及機車鍋爐用過熱蒸汽管、大煙管、小煙管和拱磚管等;7.用作輸送流體的管道,如輸送石油、天然氣、煤氣、水及某些固體物料的管道等。
內江線材軋制新工藝粗軋機組、中軋機組均為短應力線軋機呈平立交替布置每架軋機采用直流電機經組合齒輪箱單獨傳動立式軋機為上傳動。這種軋機剛度大、軋制產品精度高、設備重量輕、換輥(換機架)時間短已成為目前世界上中小型軋機使用較多的一種主導機型。為改善軋件頭尾溫差大,對于奧氏體、高合金工具鋼等難變形鋼類鋼材,軋件頭尾溫差直接影響軋制過程中的變形,同時要實現尺寸精度高,金相組織均勻的要求,為此該軋線的中軋機組前設置電感應加熱爐控制溫度(可補償100℃一200℃),充分減少鋼坯的頭尾溫差。脫頭軋制也就是粗軋機組與中軋機組間不發生連軋關系,采用脫頭軋制技術的典型特殊鋼棒線材(高速工具鋼、奧氏體、馬氏體不銹鋼、易切削鋼)。
內江螺旋鋼管將帶鋼送入焊管機組,經多道軋輥滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調整擠壓輥的壓下量,使焊縫間隙控制在1~3mm,并使焊口兩端齊平。如間隙過大,則造成鄰近效應減少,渦流熱量不足,焊縫晶間接合不良而產生未熔合或開裂。如間隙過小則造成鄰近效應增大,焊接熱量過大,造成焊縫燒損;或者焊縫經擠壓、滾壓后形成深坑,影響焊縫表面質量。將管坯的兩個邊緣加熱到焊接溫度后,在擠壓輥的擠壓下,形成共同的金屬晶粒互相滲透、結晶,終形成牢固的焊縫。內江螺旋鋼管若擠壓力過小,形成共同晶體的數量就小,焊縫金屬強度下降,受力后會產生開裂;如果擠壓力過大,將會使熔融狀態的金屬被擠出焊縫,不但降低了鋼材焊縫強度,而且會產生大量的內外毛刺,甚至造成焊接搭縫等缺陷。
1.內江鋼的自然屬性-------主要是材料的“穿孔性能”A、 材料品種B、 鋼材的純凈度、夾雜物多少與形態、偏析等,煉鋼、澆鑄、冷卻等因素。C、 內江軋鋼過程溫度控制、壓縮比-------晶粒度大小2.頂頭前壓縮量,這個量要適當。小了,拽入力不夠;大了,變形不均勻性增加,易形成空腔。壓縮段不宜太長,反復次數過多時,易裂。與頂頭前伸量也有關。3.調整參數中的橢圓度-------導板距是重要因素,而導板若太小又容易包頂頭,脫不出管。加熱制度---------加熱由線要合理。4.定心孔不良,會造成管子頭部端一段內裂。5.頂頭磨損及尖部熔損等工具不良所致。根據缺陷狀況,分析其產生的原因,便可找到對應的解決辦法。