以下是:萍鄉市上栗縣不銹鋼焊管 復合不銹鋼板工廠認證的產品參數
| 產品參數 |
|---|
| 產品價格 | 電議/kg |
|---|
| 發貨期限 | 24小時 |
|---|
| 供貨總量 | 99999 |
|---|
| 運費說明 | 電議 |
|---|
| 小起訂 | 10 |
|---|
| 質量等級 | A級 |
|---|
| 是否廠家 | 是 |
|---|
| 產品材質 | 齊全 |
|---|
| 產品品牌 | 松潤 |
|---|
| 產品規格 | 齊全 |
|---|
| 發貨城市 | 聊城 |
|---|
| 產品產地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 產品型號 | 齊全 |
|---|
| 可售賣地 | 全國 |
|---|
| 質保時間 | 1年 |
|---|
| 質量認證 | 已認證 |
|---|
| 范圍 | 不銹鋼焊管 復合不銹鋼板供應范圍覆蓋江西省、萍鄉市、上栗縣、安源區、湘東區、蓮花縣、蘆溪縣等區域。 |
|---|
以下是:萍鄉市上栗縣不銹鋼焊管 復合不銹鋼板工廠認證的圖文視頻
【松潤】為客戶提供多樣化產品,包括
湘東不銹鋼管、
蘆溪316L不銹鋼復合板、
安源201白鋼板、
蓮花大口徑薄壁管等,適配多元場景需求。
不銹鋼焊管 復合不銹鋼板工廠認證_
松潤金屬材料(萍鄉市上栗縣分公司)srjs3704-32,固定電話:
【18063577345】,移動電話:
【0635-4650536】,聯系人:
李松,經濟開發區匯通鋼材市場A-113-7。 江西省,萍鄉市,上栗縣 上栗縣,隸屬江西省萍鄉市,位于江西省西部,萍鄉市正北,東鄰宜春市、蘆溪縣,南連安源經濟開發區、湘東區,西接湖南省醴陵市,北壤瀏陽市。總面積702平方千米。上栗縣轄6個鎮、4個鄉。2021年末,上栗縣總人口52.36萬人,其中城鎮人口11.89萬人,鄉村人口40.46萬人。
我們的不銹鋼焊管 復合不銹鋼板工廠認證視頻現已上線,它比任何文字描述都能更直觀地展示產品的魅力。請點擊觀看。
以下是:萍鄉上栗不銹鋼焊管 復合不銹鋼板工廠認證的圖文介紹

多年來,松潤金屬材料(萍鄉市上栗縣分公司)始終堅持“人無我有,人有我優,人優我精”的經營策略,秉承“以 2507不銹鋼卷板市場為準則,以新創科技為先導” “以德做人、以誠做事”,的經營理念,扎實地走科研與生產相結合的道路。
始終堅持以品質加誠信求生存,向客戶提供貨真價實的 2507不銹鋼卷板產品。我公司將熱誠歡迎您來本廠參觀考察指導。


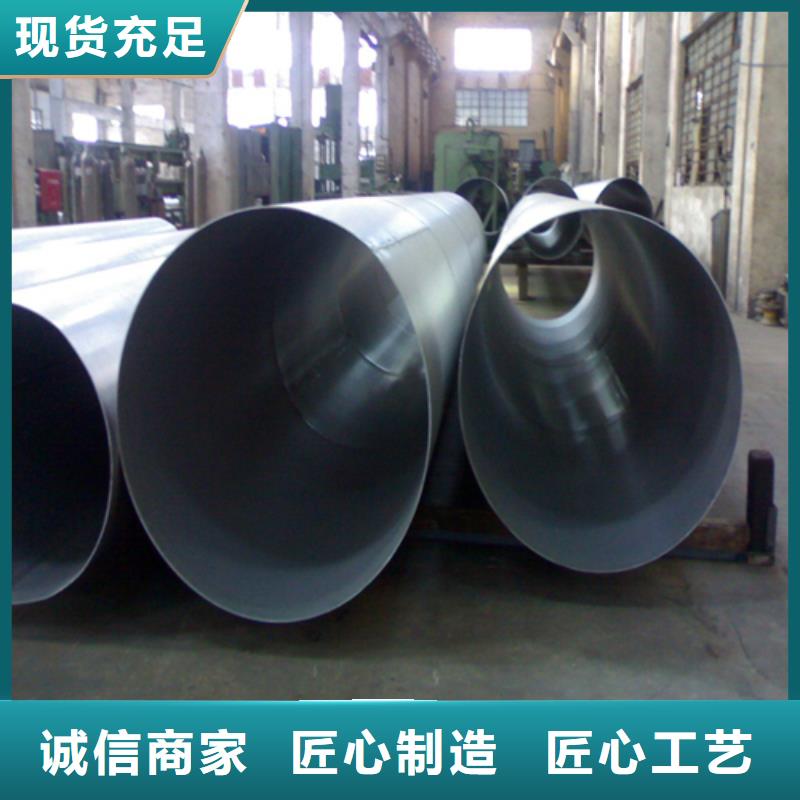
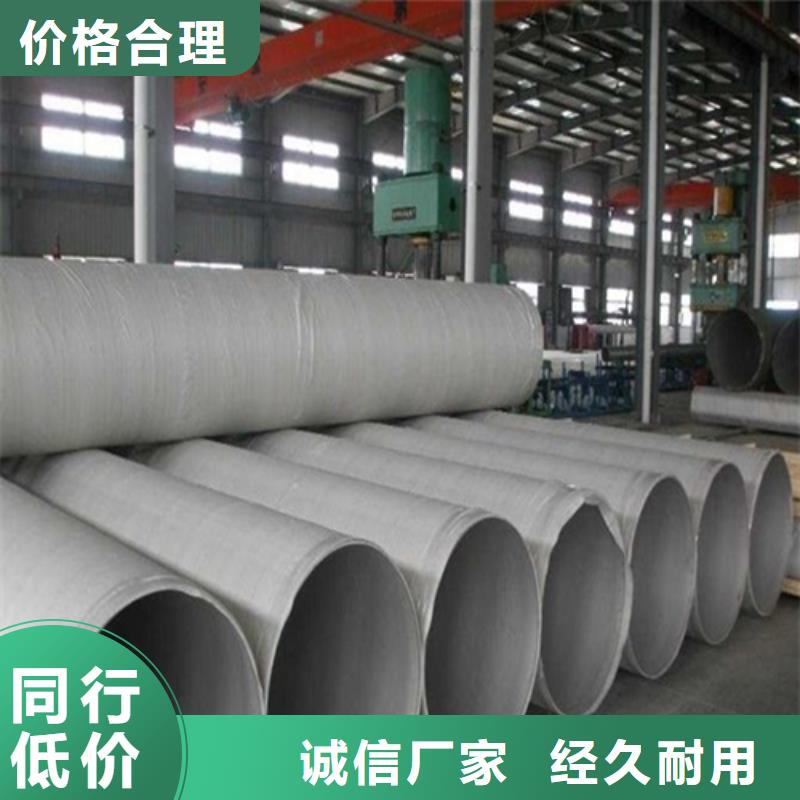
萍鄉上栗松潤金屬材料有限公司專業生產銷售各種材質規格萍鄉上栗不銹鋼焊管,主要材質有201,304,316L,310S,2507,904L,不銹鋼焊管氬弧焊焊接的?藝要求及?藝參數解析
不銹鋼焊管的焊接?式有很多,我們?般采?的是氬弧焊的焊接?藝。那么,氬弧焊焊接不銹鋼焊管的?藝要求及參數是怎樣的呢?1、?藝要求
1)、焊接位置:DN150及以下管道,?般在空間有限、全?動焊機?法施焊的固定位置。DN150以上管道,盡量在地?焊接,減少?空試焊作業。
2)、焊接層數及道數:焊接層數?般為2~3層,單?焊接雙?成型。
3)、保護?體:氬?純度≥99.95%。
4)、填充焊絲:ER308直徑:φ2mm或φ3mm
2、管?對接要求
管?對接時,管?的整個圓周盡量不要錯邊,間隙見上表。因管?圓度不夠?造成錯邊的,可邊點焊邊??錘敲打致平再點固定焊。固定焊間距約為20mm~30mm之間為合適。
3、焊接?藝參數
選擇線能量少的焊接?藝參數焊接,有利于防?晶間腐蝕和裂紋。常?的規范參數見下表。



萍鄉上栗松潤金屬材料有限公司專業生產銷售各種材質規格萍鄉上栗不銹鋼焊管,主要材質有201,304,316L,310S,2507,904L,不銹鋼的焊接方法
2018-01-15
如何焊接改善鋼管的質量,乂克服了酸洗對環境的污染?本文介紹不銹鋼 焊管的焊接方法,希望對大家有幫助。
根據目前世界發展的趨勢,光亮連續爐基本分為三種類型:
(1) 軌底式光亮熱處理爐。這種爐型適用于大規格、大批量鋼管熱處理, 小時產量為1.0噸以上。可使用的保護氣體為高純度氫氣、分解氨及其它保護 氣體。可以配備有對流冷卻系統,以便較快地冷卻鋼管。
(2) 網帶式光亮熱處理爐。這種爐型適合于小直徑薄壁精密鋼管,小時產 量約為0. 3-1. 0噸,處理鋼管長度可達40米,也可以處理成卷的毛細管。
(3) 馬弗式光亮熱處理爐。鋼管裝在連續的把架上,在馬弗管內運行加 熱,能以較低的成本處理優質小直徑薄壁鋼管,小時產量約在0.3噸以上。
氮弧焊
不銹鋼焊管要求熔深焊透,不含氧化物夾雜,熱影響區盡可能小,鉤極惰 性氣體保護的氮弧焊具有較好的適應性,焊接質量高、焊透性能好,其產品在 化工、核工業和食品等工業中得到廣泛應用。
焊接速度不高是氨弧焊的不足之處,為提高焊接速度,國外研究開發了多 種方法。其中111單電極單焊炬發展采用多電極多焊炬的焊接方法在生產中應 用。70年代徳國首先采用多焊炬沿焊縫方向直線排列,形成長形熱流分布,明 顯提高焊速。一般采用三電極焊炬的氨弧焊,焊接鋼管壁厚S¥2mm,焊接速度 比單焊炬提高3-4倍,焊接質量也得以改善。氨弧焊與等離子焊組合可以焊接 更大壁厚的鋼管,此外,在氨氣中5-10%的氫氣,再采用高頻脈沖焊接電源, 也可提高焊接速度。
多焊炬氨弧焊適用于奧氏體和鐵素體不銹鋼管的焊接。
高頻焊
高頻焊用于碳鋼焊管生產已經有40多年的歷史,但用于焊接不銹鋼管卻是 較新的技術。其生產的經濟性,使其產品更為廣泛地用于建筑裝飾、家用器具 和機械結構領域。
高頻焊接具有較電源功率,對不同的材質、外徑壁療的鋼管都能達到較高 的焊接速度。與氨弧焊相比,是其 焊接速度的10倍以上。因此,生產一般 用途的不銹鋼管具有較高的生產率。
因為高頻焊接速度高,給焊管內毛刺的去除帶來困難。LI前,高頻焊不銹 鋼管尚不能為化工、核工業所接受,這也是其原因之一。
從焊接材質看,高頻焊可以焊接各種類型的奧氏體不銹鋼管。同時,新鋼 種的開發和成型焊接方法的進步,也成功地焊接了鐵素體不銹鋼AISI409等鋼 種。
組合焊接技術
不銹鋼焊管的各種焊接方法均有各自的優點和不足。如何揚長避短,將兒 種焊接方法加以組合形成新的焊接工藝,滿足人們對不銹鋼焊管質量和生產效 率的要求,是當前不銹鋼焊管技術發展的新趨勢。
經過近兒年的探索研究,組合焊接工藝已取得了進展,日本、法國等 的不銹鋼焊管生產已掌握了一定的組合焊接技術。
組合焊接方法有:氨弧焊加等離子焊、高頻焊加等離子焊、高頻預熱加三 焊炬氮弧焊、高頻預熱加等離子加氨弧焊。組合焊接提高焊速十分顯著。對于 采用高頻預熱的組合焊接鋼管焊縫質量與常規的氮弧焊、等離子焊相當,焊接 操作簡單,整個焊接系統易實現自動化,這種組合易于與現有的高頻焊接設備 銜接,投資成本低,效益好。


選購不銹鋼焊管 復合不銹鋼板工廠認證來萍鄉市上栗縣找松潤金屬材料(萍鄉市上栗縣分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:李松-【18063577345】,地址:[經濟開發區匯通鋼材市場A-113-7]。