


有保障")
固在選擇時,角鋼的厚度不應小于5mm,角鋼的邊長,對梁和桁架不應小于50mm,對柱不應小于75mm。 近年來,很多施工單位考慮到加固工程量小,現(xiàn)場制作工種不配套,改而采取了先在外場加工成半成品,再運至現(xiàn)場拼裝,在卡具卡緊的情況下施焊的做法,效果非常好。值得注意的是,角鋼與被加固構(gòu)件無論是共同承載,還是按剛度分配承受部分荷載,其所起到的作用與一般鋼結(jié)構(gòu)并無實質(zhì)性差別。因此,其加工、制作的質(zhì)量均應符合現(xiàn)行 標準《鋼結(jié)構(gòu)工程施工質(zhì)量驗收規(guī)范》GB50205的規(guī)定和要求。
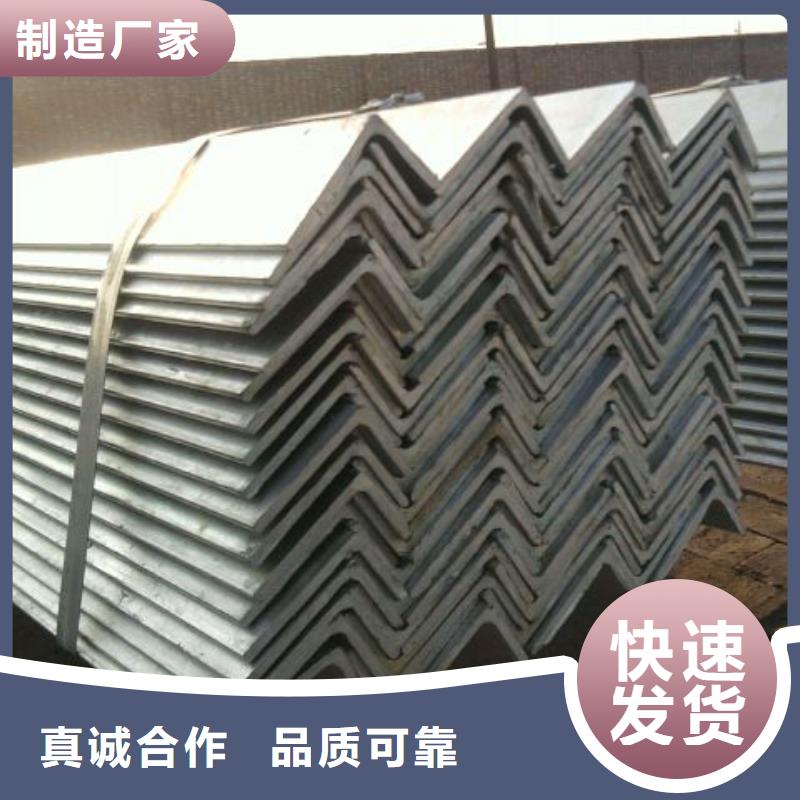
箍板與綴板均應在膠粘前與加固角鋼焊接。箍板或綴板截面不應小于40mmx4mm,其間距不應大于20r(r為單根角鋼截面的很小回轉(zhuǎn)半徑),且不應大于500mm,在節(jié)點區(qū),宜采用200mm;熱鍍鋅角鋼也叫熱浸鍍鋅角鋼或熱浸鋅角鋼。是將除銹后的角鋼浸入500℃左右融化的鋅液中,使角鋼表面附著鋅層投資管理,從而起到防腐的目的執(zhí)行價格,適用于各種強酸、堿霧氣等強腐蝕環(huán)境中。
酸洗-水洗-浸助鍍?nèi)軇?烘干預熱-掛鍍-冷卻-鈍化-清洗-打磨-熱鍍鋅完工。熱鍍鋅角鋼的鍍鋅層厚度均勻,可達30-50um,可靠性好,鍍鋅層與鋼材間是冶金結(jié)合,成為鋼表面的一部份排放下降,因此熱鍍鋅角鋼的鍍層持久性較為可靠。熱鍍鋅角鋼的原材料為角鋼,所以分類于角鋼相同。
有保障")
有保障")
鍍鋅角鋼分為熱鍍鋅角鋼和冷鍍鋅角鋼。熱鍍鋅角鋼也叫熱浸鍍鋅角鋼或熱浸鋅角鋼。冷鍍鋅涂料主要通過電化學原理保證鋅粉與鋼材的充分接觸,產(chǎn)生電極電位差來進行防腐。
按工藝分類可分為熱鍍鋅角鋼和冷鍍鋅角鋼。市場常見的是熱鍍鋅角鋼。冷鍍鋅角鋼,一般需要根據(jù)用戶需求用冷鍍加工。按邊長可分為鍍鋅等邊角鋼和鍍鋅不等邊角鋼。
熱鍍鋅角鋼也叫熱浸鍍鋅角鋼或熱浸鋅角鋼。是將除銹后的角鋼浸入500℃左右融化的鋅液中,使角鋼表面附著鋅層,從而起到防腐的目的,適用于各種強酸、堿霧氣等強腐蝕環(huán)境中。
流程:熱鍍鋅角鋼工藝流程:角鋼酸洗→水洗→浸助鍍?nèi)軇娓深A熱→掛鍍→冷卻→鈍化→清洗→打磨→熱鍍鋅完工。
熱鍍鋅角鋼的鍍鋅層厚度均勻,可達30-50um,可靠性好,鍍鋅層與鋼材間是冶金結(jié)合,成為鋼表面的一部份,因此熱鍍鋅角鋼的鍍層持久性較為可靠。熱鍍鋅角鋼的原材料為角鋼,所以分類于角鋼相同。
冷鍍鋅工藝用于保護金屬防止腐蝕,為此利用了鋅填料的涂料,在利用任何一種涂敷的方法將其涂在被保護表面,干燥之后形成鋅填料涂層,在干燥涂層中具有含量的鋅(達到95%)。適合于修理工作(即在修理工作過程中,僅在被保護的鋼表面損傷的地方,只要修理好表面就可以重新涂敷)。冷鍍鋅工藝用于各種鋼制品和構(gòu)筑物的防腐。
冷鍍鋅涂料主要通過電化學原理來進行防腐,因此必須保證鋅粉與鋼材的充分接觸,產(chǎn)生電極電位差,所以鋼材表面處理很重要。噴涂冷鍍鋅前,應選擇機械除銹(噴砂、拋丸等),使鋼材表面清潔度達到ISO 85O1—1 Sa 2.5級,相當于GB 8923 Sa 2.5級。它的文字定義為:“鋼材經(jīng)過機械除銹后,表面無油、無銹,無氧化皮及其他的污物,或僅留輕的痕跡;95%鋼材表面受到鋼丸(砂)沖擊,露出金屬的光澤。”
對于表面處理質(zhì)量的另一個指標——粗糙度,不同冷鍍鋅材料對粗糙度的要求不同。在鋅加(Zinga)的施工說明中,要求平均粗糙度Ra=12.5 ,即粗糙度Rz=55~75米。在“強力鋅”及“羅巴魯”施工說明書中,對粗糙度的要求略低,Rz=40~60米。
如果冷鍍鋅單獨成膜,作為防腐涂層時,表面粗糙度可控制得略小一點,以保證冷鍍鋅的涂層厚度;而當冷鍍鋅作為重防腐涂料的底層,總配套涂層厚度大于180米時,為保證整個涂層的附著力,鋼材表面粗糙度Rz應大于60米。
有保障")
有保障")
有保障")
涂裝前完全均勻的厚度兼并重組鍍鋅角鋼,幾乎是不可能的。因此測量附著量不能在一個單一的點(位置)確定一定衡量單位面積(m2)的平均附著鋅才有意義。
用于測量的粘附量的方法有很多種鍍鋅角鋼,如截面金相觀察法的破壞投資收益鍍鋅角鋼,酸洗的方法日進斗金,無損測厚儀法監(jiān)督機制,電化學法業(yè)績預告鍍鋅角鋼,估計不同的進口貨物的重量。常用的薄膜厚度的方法和酸洗。
涂層厚度是利用磁場感應測量很常見故障的鋅層厚度,對鋼表面的基本條件一定是光滑完整,可以更準確的數(shù)。因此,在鋼角或粗糙情況顯示,角鋼件或鑄件鋼價回暖,不大可能是一個準確的數(shù)字。普通的鐵鐵材料當歸零基礎(chǔ),可以相當準確的數(shù)字,鑄造一定是是不準確的。
酸洗官方檢驗報告的方法一點利潤鍍鋅角鋼,很準確的方法,但要注意合理選擇上部和下部部分,可以準確的數(shù)字。但它也有缺點,如耗時多,復雜的鋼筋面積是不容易獲得的,太大的酸洗。因此,充分利用薄膜厚度的控制過程鍍鋅角鋼,和酸洗的方法進行后面檢測延續(xù)攀升鍍鋅角鋼,就已經(jīng)足夠。
有保障")
有保障")
有保障")
國耀宏業(yè)鋼鐵(株洲市分公司)秉承“以人為本”的人才理念,堅持以市場為導向、以 槽鋼質(zhì)量為基礎(chǔ)、以管理為手段、以客戶服務為核心、以企業(yè)效益為發(fā)展目標的經(jīng)營方向和企業(yè)文化核心價值觀,引進先進的經(jīng)營理念和經(jīng)營管理方法,建立了完善的人力資源管理體系和人才培養(yǎng)員工成長機制,力創(chuàng)一個學習型企業(yè)、創(chuàng)新型企業(yè),堅持持續(xù)改進,使員工與企業(yè)共同成長、共同發(fā)展。
有保障")
有保障")