


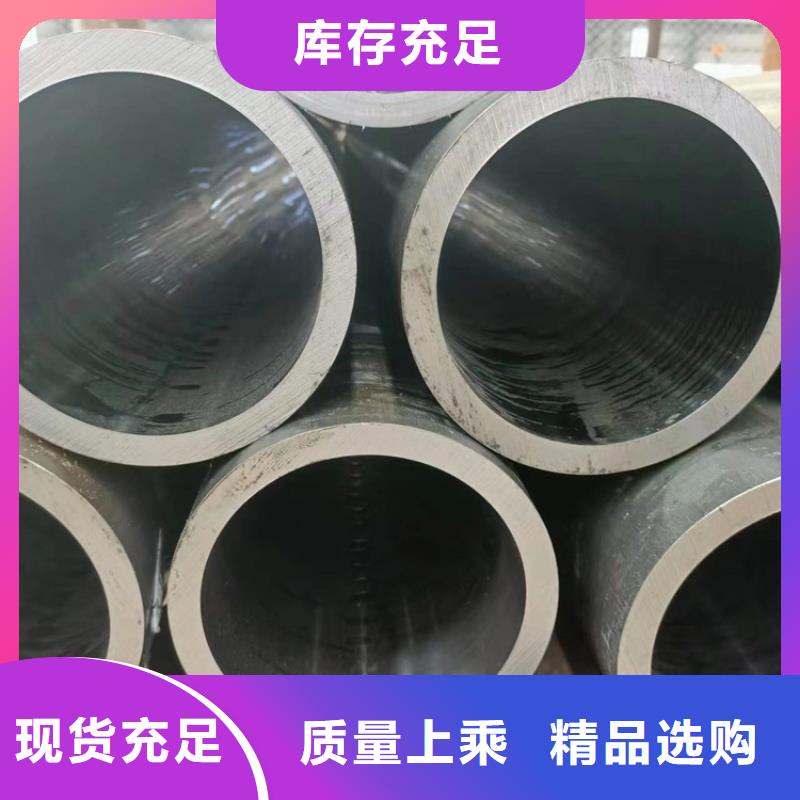

一分鐘的時間,對于了解我們的珩磨管127×18液壓缸筒鋼管真實拍攝品質可靠產品來說足夠了。請觀看這部精心制作的產品視頻,讓產品的獨特之處和卓越性能一覽無余。
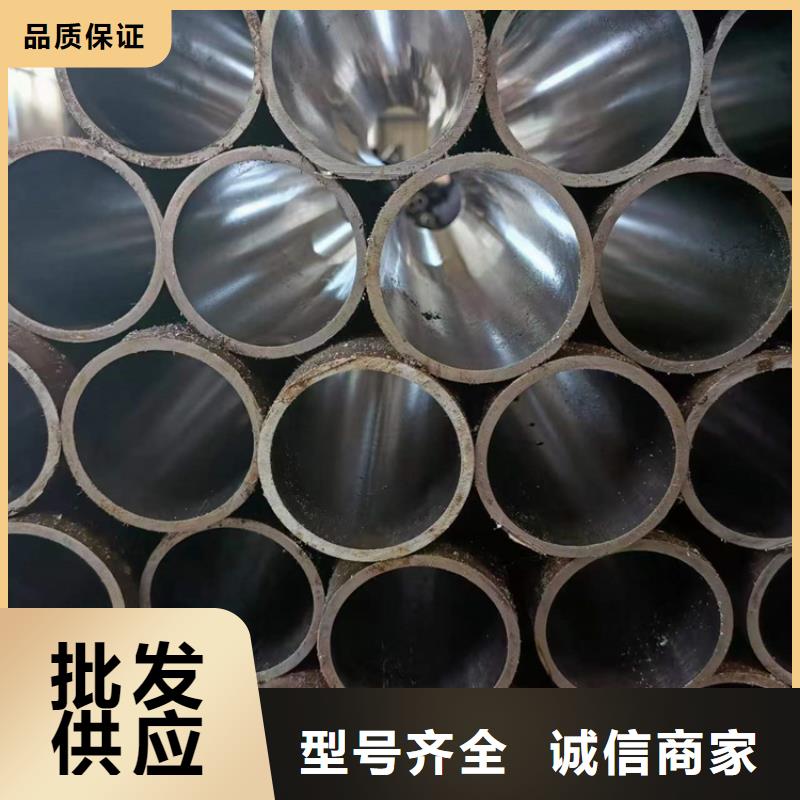
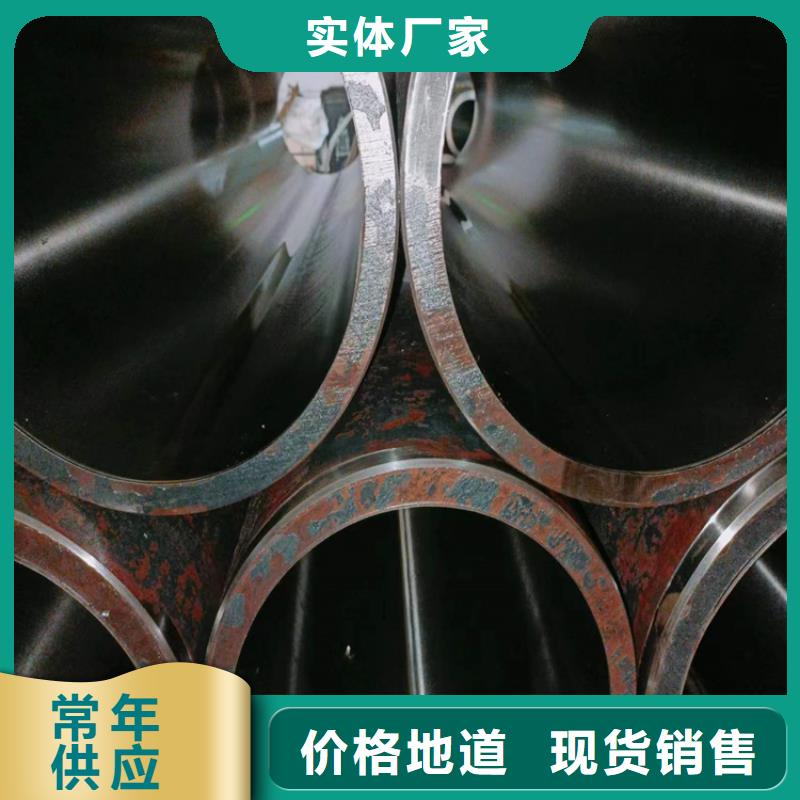
以下是:珩磨管127×18液壓缸筒鋼管真實拍攝品質可靠的圖文介紹
企業(yè)旺旺珩磨管絎磨管油缸管還有關于管材珩磨中的珩磨壓力,也就是砂條作用在工件表面的壓力,決定于被加工表面的硬度,磨條的性質及加工的表面粗糙度要求。為了減小珩磨時工件的發(fā)熱,及時排除切屑以細化表面粗糙度,在珩磨時必須施加潤滑冷卻液,保證珩磨管的精度。由于珩磨管具有中空截面的特殊結構,因此它被廣泛用作于輸送流體的管道,比如石油、天然氣、水以及一些固體物料的輸送管道都是用珩磨管制成的。當然除此之外,珩磨管也是制造布局件和機械零件的選擇之一。



企業(yè)旺旺珩磨管絎磨管油缸管如何給珩磨管設置定壓1、脫落切削階段,這種定壓珩磨,開始時由于孔壁粗糙,油石與孔壁接觸面積小,接觸壓力大,孔壁的凸出部分快被磨去。而油石表面因接觸壓力大,加上切屑對油石粘結劑的磨耗,使磨粒與粘結劑的結合強度下降,因而有的磨粒在切削壓力的作用下自行脫落,油石面即露出新磨粒,此即油石自銳。2、破碎切削階段,隨著珩磨的進行,孔表面越來越光 ,與油石接觸面積越來越大,單位面積的接觸壓力下降,切削效率降低。同時切下的切屑小而細,這些切屑對粘結劑的磨耗也小。因此,油石磨粒脫落少,此時磨削不是靠新磨粒,而是由磨粒 切削。因而磨粒 負荷大,磨粒易破裂、崩碎而形成新的切削刃。珩磨管3、堵塞切削階段,繼續(xù)珩磨時油石和孔表面的接觸面積越來越大,細的切屑堆積于油石與孔壁之間不易排除,造成油石堵塞,變得光滑。因此油石切削能力低,相當于拋光。若繼續(xù)珩磨,油石堵塞嚴重而產生粘結性堵塞時,油石完全失去切削能力并嚴重發(fā)熱,孔的精度和表面粗糙度均會受到影響。此時應盡快結束珩磨。



液壓機械(十堰市分公司)遵循誠信經營,貨真價實,優(yōu)質服務的宗旨,贏得了用戶,拓展了市場,建立了廣泛的 高精度活塞桿銷售網(wǎng)絡,具有一定的認知度。
我公司可根據(jù)客戶要求定制 高精度活塞桿,交貨期短,送貨快,我們以低的利潤、好的質量、快的速度來贏得您的信賴,達到“互惠雙贏”!



企業(yè)旺旺珩磨管絎磨管油缸管有一種過程控制方法能縮短珩磨時間,珩磨管易于讓在整個齒面上保持理論上的線接觸。因此減少了磨具與工件的點接觸。盡管這可能有悖于產生較大殘余壓應力的要求,但應力依然會使之保持理論線接觸。連續(xù)改變接觸條件會產生良好的動態(tài)特性,不會因擺動角度使機床部件產生嚴重顫振。珩磨過程中,單面線接觸珩磨時這類動態(tài)特性會對機床產生嚴重影響。為減小這種影響,要盡可能地采用雙面線接觸。系列化生產中,數(shù)控珩磨機由此而引發(fā)的對珩磨過程中利用機床運動鏈實施齒面修形過程的限制,可予忽略。但在工裝中要建立輪廓修形。關于單面或雙面接觸,所涉及的或是磨具齒面,或是工件齒面。在加工過程中有一個以上的齒在保持接觸。這就表示珩齒過程是一種連續(xù)接觸的轉動過程。這是使齒輪低噪聲運行的一項很重要的決定性因素。



